
Safe design and operation of renewable natural gas facilities
The U.S. produces almost 70 MMtpy of waste1; over time, this waste generates biogas with the help of bacteria. Biogas is a mixture of methane (CH4), carbon dioxide (CO2) and other trace gases and is normally released into the atmosphere. However, waste collection plants are now exploring ways to collect the biogas and refine it into pure CH4, also known as renewable natural gas (RNG). RNG can be used for injections into existing natural gas pipelines or used as fuel for RNG-dependent transportation vehicles. In recent years, the number of RNG plants has grown significantly within the U.S.
Despite the many benefits and solutions that RNG provides, hazards remain; because RNG is a relatively new technology, these hazards are not as commonly known. Most RNG plants are small and not covered under Occupational Safety and Health Administration (OSHA) PSM 1910.119, which is required if a facility contains > 5 t of flammable gas or liquid. However, when dealing with flammable and toxic materials, it is important to recognize the potential hazards and/or risks associated with the process regardless of formal requirements.
Examples of previous incidents and studies conducted by the author’s company illustrate the significant hazards that are present in RNG plants:
- An explosion in the anaerobic digester (AD)
- A rupture of the animal waste AD from vacuum or pressure build-up inside the AD
- A leak of toxic and flammable material into the atmosphere
- An explosion in an enclosed compressor building.
This article discusses each of the events described above, highlights the potential hazards and provides examples of potential safeguards and/or mitigations that can be employed to reduce injury or fatality.
The RNG process. The process to produce RNG starts as waste (e.g., animal, landfill or water waste). The feedstock undergoes anaerobic digestion (FIG. 1), where organic material is decomposed into biogas.1,2 Depending on the feed, the digestion can take place in different storage containers called an AD—usually, landfill waste underground, water waste in covered lagoons, and animal waste in non-pressurized tanks. After several weeks, the generated biogas can be collected. Water, hydrogen sulfide (H2S), CO2 and other trace chemicals are removed from the biogas through various separation steps to produce the high-quality CH4 product stream that can be compressed and sent to end users.
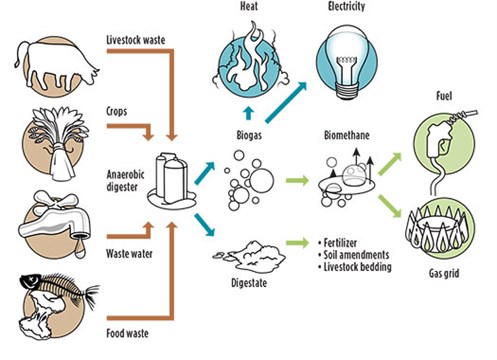 |
| FIG. 1. Process flow for anaerobic digestion (AD).1 |
AD explosion. The AD’s sole purpose is to produce and collect the flammable biogas, and operating an AD for waste poses flammable, explosive and toxic hazards. By design, air is normally not present in the AD. However, with poor maintenance or operation, a leak in the equipment could allow air to enter the AD equipment—with ignition, an explosion can occur, similar to the 2018 in-ground AD tank explosion3,4 at the Calumet Water Reclamation Plant in Chicago, Illinois, which caused 10 injuries. An investigation concluded that the manhole sealing the in-ground tanks was leaking flammable gas while contractors were conducting hot work nearby. Measures to eliminate nearby ignition sources and to detect and fix the leak could have prevented the explosion in the AD.
H2S is also produced as a byproduct in the AD and poses toxic hazards that are discussed further in this paper. It is ideal to reduce the amount of H2S present in the AD to minimize the toxic hazard and the potential corrosion of equipment. A common practice to reduce the production of H2S is micro-aeration, which is to bleed air [0.3%–3% oxygen (O2)] into the headspace of the AD.5 Sulfur-oxidizing bacteria (SOB) are already present in the AD and can easily convert the H2S and the O2 into elemental sulfur and water vapor, so this method is cheap and preferred by most facilities operating an AD. While this is an effective method to reduce the toxic hazard of H2S, it increases the risk of creating an explosive atmosphere and resulting in an explosion within the AD.
Air is added to the AD in a controlled manner to ensure it remains below the lower flammability limit; if the method of adding air fails, the AD can quickly contain an explosive mixture. It is recommended to consider designing a mitigation system to reduce the risk of an AD explosion when incorporating air into the AD with:
- Lower explosive limit (LEL) detection of the AD and alarms in the operator room
- An emergency shutdown protocol to include safety actions to activate appropriate mitigations, such as shutdowns of electrical equipment (ignition sources) or isolation of the AD from oxygen sources
- Frequent testing intervals of mitigation equipment (transmitters, isolation valves, etc.)
- Proper maintenance of mitigation equipment.
Safeguards and mitigations include:
- Preventing the creation of a flammable/explosive environment in the AD:
- Routine inspection and repair to eliminate potential sources for an influx of air into the AD; this not only eliminates the possibility of a flammable/explosive environment but is also operationally beneficial for the AD.
- Automatic shutoff of downstream blowers to prevent reverse flow of air into the AD, if applicable.
- Safety controls to prevent the over bleeding of air or oxygen into the AD, if applicable.
- Reducing ignition potential by determining hazardous area classification (HAC) surrounding the AD and using appropriately classified equipment, especially if using an electrically-driven mixer for the AD.
AD rupture. Another concern is any loss of biogas containment. The released gases pose flammable and toxic hazards to nearby onsite personnel. If ignited, the flammable gas can lead to a flash or jet fire, while the concentration of H2S gas can be lethal to personnel close to the AD even without ignition. In cases where chicken manure is used, ammonia (NH3) is produced as a byproduct,6 which is a potential toxic hazard even at fairly low concentrations.
Specifically for animal waste, ADs are constructed with floating roofs to account for the growing volume of vapors. However, if not properly monitored, the pressure inside the vessel can increase rapidly to cause the roof to “pop off,” or the vessel to rupture. Based on three past events in 2012 and 2013 reported by the UK’s Environment Agency,7 pressure relief valves (PRVs) failed to mitigate over-pressures in the AD, causing the rupture of the process vessel and the release of flammable and toxic material into the atmosphere. Overfeeding the AD and poor temperature control can cause increased foaming and liquid level in the vessel. If high enough, this level can block the PRVs and prevent them from operating on demand. Alternatively, the pressure inside the vessel can drop below design pressure. Underfeeding the AD will cause the vessel to vacuum (FIG. 2), buckle and release biogas into the atmosphere.8,9
 |
|
FIG. 2. Vacuum causing the buckling of AD tank.7 |
Safeguards and mitigations include:
- Properly inspect PRVs
- Closely monitor pressure, level and temperature operations of the AD
- Use process hazard analysis (PHA) studies to determine the appropriate level of safety interlocks needed to prevent over-pressure and vacuum conditions in the AD
- Perform safety instrumented system (SIS) and safety integrity level (SIL) evaluations to ensure safety interlocks meet the desired level of reliability.
Leaks from the AD. Leaks are expected to pose smaller hazards than full-bore ruptures. However, it is more likely in normal operating conditions for smaller leaks to occur with corrosion playing a major factor, as seen in FIG. 3. Corrosion of the AD5 occurs when H2S created in the process combines with moisture from the AD process to produce sulfuric acid (H2SO4), eventually causing releases of biogas but at a lower and more sustainable rate than the rupture of the tank (FIG. 4). With smaller rates of release, personnel may experience low doses of toxic gas (H2S or NH3), which may be noticed by the pungent odor, especially with H2S.
 |
|
FIG. 3. Corrosion causing material to leak from the AD.9 |
 |
| FIG. 4. Release of biogas from an AD.7 |
The presence of odor can indicate a leak and should be mitigated to prevent additional hazards from occurring.10 However, if the odor goes away, it should not be assumed that the hazard has been resolved and is no longer present. It is typical that personnel can become accustomed to the odor or, at higher doses, lose their sense of smell. To prevent leaks, it is essential to ensure material compatibility with all feeds, products and byproducts that may come into contact with the equipment and to inspect and maintain the AD properly.
Safeguards and mitigations include:
- Install H2S and/or flammable gas detectors near the AD to detect potential leaks
- Conduct routine inspection and repair for corrosion on the AD
- Implement a hot works permit and management of change (MoC) procedures to ensure safe practices are followed to minimize the potential hazards associated with the maintenance
- Create and follow proper purging protocols of the AD with nitrogen gas (N2) rather than air to remove pockets of biogas and eliminate an O2 source prior to hot work.
- Instruct personnel to wear H2S monitors properly while working in designated areas near the AD and/or other potentially H2S-rich equipment.
RNG compressor building explosion. At this point in the process, the biogas has been refined into RNG and can be compressed for transport to end users. However, releases from compressors can create a large flammable cloud and pose potential flammable or explosion hazards resulting in potential personnel safety risks. Compressors are typically housed in buildings to protect against the weather; however, if a leak were to occur, the high-pressure gas can quickly accumulate inside the confined structure, resulting in a confined vapor cloud explosion. Unlike the AD explosion, air and ignition sources are typically present in the building. A small failure of the compressor equipment can quickly provide the flammable concentration required for the explosion.
Several incidents have occurred at natural gas compressor stations, which are comparable to RNG compressors. For example, in Springville, Pennsylvania in 2012,10 a valve was left open and the compressors were started up after maintenance. Within minutes, the building filled with natural gas and exploded (FIG. 5). The gas detection system isolated the feed and discharge lines from the compressors and alerted personnel to evacuate. No injuries were reported and only one of the six compressors was severely damaged, due to the mitigation controls and alarms in place at the facility.
 |
| FIG. 5. Compressor building explosion in Springville, Pennsylvania.10 |
Safeguards and mitigations include:
- Consider the use of a weatherized compressor so it can be outdoors or under a roof structure but not within walls
- If you choose to have compressors indoors, these additional mitigation options should be reviewed and considered for implementation to meet desired risk tolerance:
- Provide general building ventilation to mitigate small releases of RNG
- Provide adequate gas detector coverage to accompany the automatic shutoff of feed gas and shutdown of compressors
- Provide automatic shutoff of RNG feed to compressors as well as automatic shutdown of compressors on gas detection to limit the inventory available for release into the building
- Design processes with equipment that meet the standards for a Class 1, Div. 1 hazardous area to mitigate the risk of igniting a potential cloud of RNG
- Design deflagration venting panels on the building to mitigate the severity of an explosion
- Relocate occupied spaces such as control rooms, maintenance offices or other occupancies to separate buildings away from the compressor structure to reduce population vulnerability.
Recommended assessments. Examples of the type of studies that are helpful in the understanding of hazards and risk from the operation of RNG plants include:
- A facility siting study (FSS) and quantitative risk assessment (QRA): These studies are used to model and assess hazards associated with operation of the facility and evaluate the associated risk of those hazards to personnel onsite. An FSS/QRA can assess the risks to personnel associated with site operations, such as AD explosion, over-pressure rupture, biogas release and compressor confined-vapor cloud explosion.
- A hazardous area classification (HAC) study is used to define hazardous areas for electrical classification inside of the compressor building and near the AD tanks.
- A pressure relief valve (PRV) dispersion study is useful to accompany an HAC study because intentional releases from a PRV can become ignition sources to the internal explosion of ADs, based on historical incidents.
- Ventilation design studies are performed to determine the minimum required air exchange rate to ensure adequate ventilation to mitigate confined vapor cloud explosion hazards posed by small releases.
- A fire and gas (F&G) detection study evaluates whether a particular hazardous gas release and/or fire radiation can be detected considering the device location in relation to the hazardous release scenario. Adequate detection is pertinent in the automation of safeguards to mitigate hazards as well as to prevent spurious trips.
- SIS/SIL evaluations are used to verify the safeguards in place and sufficient testing intervals to achieve SIL target.
- Based on the National Fire Protection Agency (NFPA) 68 standard, perform a vent panel study to design the potential mitigation for overpressures from a confined vapor cloud explosion. GP
LITERATURE CITED
- Tanikawa, S., “Fact sheet | Biogas: Converting waste to energy,” Environmental and Energy Study Institute (EESI), October 2017, online: https://www.eesi.org/papers/view/fact-sheet-biogasconverting-waste-to-energy
- U.S. Environmental Protection Agency (EPA), “An overview of renewable natural gas from biogas,” EPA 456-R-20-001, July 2020.
- Wiss, J., “Calumet water reclamation plant—Investigation of explosion and structural collapse in gravity belt thickener room,” Elstner Associates Inc., prepared for Metropolitan Water Reclamation District of Greater Chicago, November 16, 2018.
- Walsh, T., “Calumet water reclamation plant explosion and building collapse: Lessons learned,” Fire Engineering, June 2020, online: https://www.fireengineering.com/industrial-firefighting/calumet-water-reclamation-plant-explosion-and-building-collapse-lessons-learned/
- Hines, M., et al., “Microaeration for hydrogen sulfide removal in biogas,” University of Maryland, 2019, online: https://projects.sare.org/wp-content/uploads/In-situ-microaeration-Fact-sheet.pdf
- Krakat, N., et al., “Methods of ammonia removal in anaerobic digestion: A review,” Water Science & Technology, iWA Publishing, July 2017, online: https://iwaponline.com/wst/article/76/8/1925/19195/Methods-of-ammonia-removal-in-anaerobic-digestion
- “A review of environmental incidents at anaerobic digestion (AD) plants and associated sites between 2010 and 2018,” Environmental Agency 2018, September 2019.
- “Sludge power plant collapses in Shropshire,” Shropshire Star, May 2014, online: https://www.shropshirestar.com/news/2014/05/30/shropshire-sludge-power-plant-collapses/
- Wilkinson, H., “Sludge tank and anaerobic digester corrosion maintenance,” Belzona, November 2018, online: https://blog.belzona.com/tank-anaerobic-digester-corrosion/
- Tanfani, J., “Northern Pennsylvania gas explosion was out of regulatory reach,” The Philadelphia Inquirer, April 2012, online: https://www.inquirer.com/philly/business/20120408_Northern_Pennsylvania_gas_explosion_was_out_of_regulatory_reach.html
 |
MEGAN YOUNG is a Project I Consultant in the Chicago Process Safety Group, specializing in consequence and risk modeling. Ms. Young has worked extensively on these projects with clients in the chemical processing industry with a focus on risk quantification, refinement and mitigation of blast, toxic, flammable and fire hazards.


Comments