
Energy savings for a propane refrigerant compressor using simulation
Saudi Aramco’s Yanbu fractionation plant utilizes deethanizers, depropanizers, debutanizers and an RVP column. These distillation columns are equipped with overhead air fan coolers, except for the deethanizer columns, which have a propane refrigerant closed-loop system. The system essentially consists of a steam-operated compressor, an air cooler, expansion valves, a refrigerant flash drum and an evaporator.
Propane refrigerant is highly compressed by the compressor, cooled by the air cooler and then flashed through the expansion valve in the refrigerant flash drum under medium pressure. Medium-pressure liquid propane is let down to further reduce pressure and is then vaporized in the evaporator, after being used as a cooling medium for the deethanizer overhead ethane vapor stream. The vaporized refrigerant is recycled back to the compressor, in addition to the low-pressure flashed vapor propane, through an overhead letdown valve after the refrigerant flash drum.
In two 1980s-era deethanizer modules, the existing compressors have a single suction side only. This configuration is inefficient in terms of compressor input energy because single suction is designed to receive only the combined low-pressure streams: one from the evaporator and one from the refrigerant flash drum. The newest module of the deethanizer at the propane refrigerant compressor has two different suctions.
Based on this information, a simulationa study was conducted to modify the old configuration to correspond to the newest module to determine whether energy improvement could be achieved.
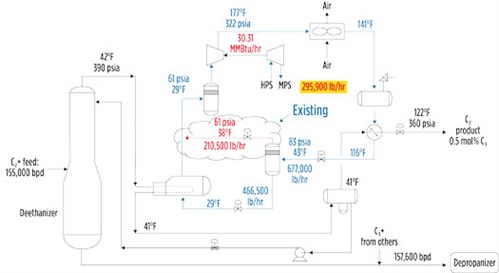
Existing compressor design. The Yanbu fractionation plant receives C2+ that is transferred to deethanizer columns for separation. Normal operating pressure in the columns is 390 psia, and the temperature required for near-pure ethane condensing on the overhead is approximately 41°F. FIG. 1 shows the deethanizer overhead cooling system with typical operating conditions.
 |
|
FIG. 1. Existing deethanizer overhead cooling system and required steam flowrate to turbine. |
In the existing design mode, the overhead C2 vapor stream is partially condensed by the liquid C3 refrigerant system. The liquid refrigerant C3 absorbs heat from C2 and is converted into C3 vapor. In the existing system, the low-pressure (61-psia) vapor from the evaporator is designed to combine with another low-pressure (61-psia), cloud-marked vapor stream from the flash drum (83 psia) in FIG. 1. Then, the combined stream is used as suction for the compressor. The refrigerant vapor is pressurized, fully condensed, subcooled and flashed. The propane refrigerant circulates in the closed loop.
To run the system, power of 30.31 MMBtu/hr is supplied to the compressor by the steam turbine, which intakes high-pressure steam and exhausts medium-pressure steam. In this system, the required steam flowrate is 295,900 lb/hr.
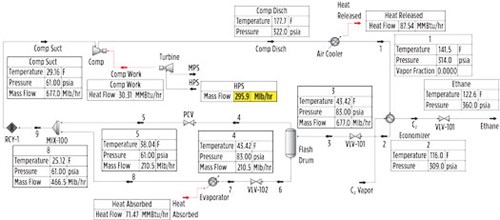
To represent the system, modelinga was carried out as shown in FIG. 2, generating a good match to the design. The adiabatic efficiency of the compressor and the isentropic efficiency of the turbine were 75% and 70%, respectively.
 |
|
FIG. 2. Mass and energy balance for the existing design, using simulation.a |
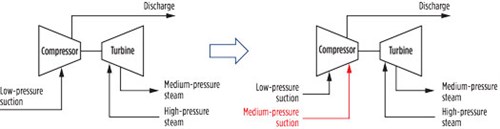
Compressor design proposal. As shown in FIG. 3, the existing compressor has only a single suction on the left side. In the existing system, the single suction comes from the combined line—one for low-pressure (61-psia) vapor from the evaporator, and the other for a low-pressure (61-psia), cloud-marked vapor stream from the flash drum (83 psia), as shown in FIG. 1.
 |
|
FIG. 3. Proposed compressor schematic. |
As stated, the newest module of the deethanizer propane refrigerant compressor has two different suctions on the right side. The low-pressure compressor suction line receives low-pressure vapor from the evaporator, but the compressor is designed to receive medium-pressure vapor propane directly from the flash drum without any letdown. Since there is no letdown after the refrigerant flash drum, some energy conservation in the compressor is anticipated.
Based on the configuration of the newest module, a simulationa was conducted to check for improvement to the compressor energy.
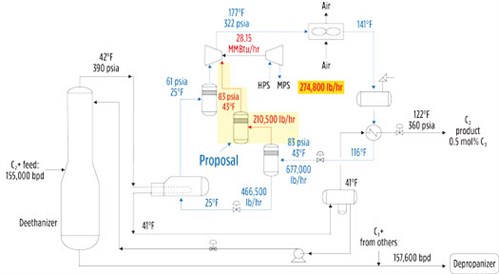
Proposed design result. To follow the proposed design modification, the line in the cloud-marked vapor stream shown in FIG. 1 needs modification. As the compressor requires medium-pressure (83-psia) C3 vapor to the second suction, a change was made to the schematic (FIG. 4). Since the compressor does not accept entrained liquid with C3 vapor, a knockout drum was added between the flash drum and the compressor.
 |
|
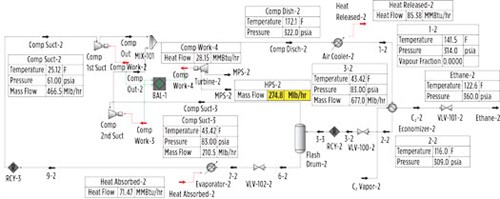
FIG. 4. Proposed deethanizer overhead cooling system and required steam flowrate with reduction to the turbine. |
Without letdown and at medium pressure for the recycle loop compressor, the required power to the compressor was reduced from 30.31 MMBtu/hr to 28.15 MMBtu/hr. Accordingly, the high-pressure steam intake and medium-pressure steam exhausts were reduced from 295,900 lb/hr to 274,800 lb/hr.
The same efficiencies for the compressor and turbine (75% adiabatic and 70% isentropic) were taken as in the existing system. FIG. 5 shows the modeling result for steam savings in the refrigeration system when the medium-pressure C3 flows into the compressor without letdown.
 |
|
FIG. 5. Mass and energy balance for the proposed design, using simulation.a |
Recommendations. The study reveals that a high-pressure steam savings of 21,100 lb/hr per module can be achieved, which is equivalent to an energy savings of 7.1%. This initiative can be applied to the closed recycle loop.
The air cooler duty also can be reduced by 2.5%, since the compressor discharge temperature drops by 5°F, from 177°F (Fig. 1) to 172°F (Fig. 4). Reduction of air cooler duty is helpful for plant operation during very hot weather, especially in the Middle East. GP
NOTES
a Simulation and modeling performed using HYSYS
 |
HAE YONG NOH is a Process Engineer at the Yanbu NGL Fractionation Department of Saudi Aramco. He has 12 yr of experience in the oil and gas industry and is a licensed professional engineer in chemical and mechanical engineering. Mr. Noh earned a BS degree in chemical engineering from Chung Ang University in Seoul, South Korea and an MS degree in interdisciplinary engineering from Purdue University in West Lafayette, Indiana, U.S.


Comments