
All-electric LNG maximizes process control in the Arctic
In the high latitudes of Norway, 300 mi above the Arctic Circle on the remote island of Melkøya, is Equinor’s Hammerfest LNG plant (Fig. 1). Commissioned in 2007, Hammerfest was the northernmost LNG facility at the time. It is also the world’s first to feature electric LNG (eLNG) liquefaction trains.
 |
|
Fig. 1. Equinor’s Hammerfest LNG plant on Melkøya Island in Norway. |
The facility receives gas from the Snøhvit development in the Barents Sea via a 160-km, multiphase gas pipeline. Water and CO2 are separated from the well stream before the gas is cooled down to minus 163°C, condensed to liquid form and stored in dedicated tanks. The separated CO2 is cooled to a liquid and transported back to the Snøhvit field for permanent storage beneath the seabed.
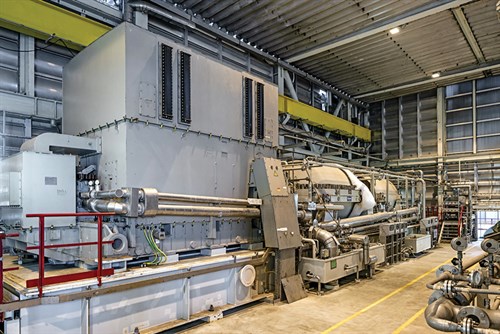
The three main refrigeration compressors at the liquefaction plant are powered by all-electric drive (e-drive) trains that contain the world’s largest high-voltage and high-speed synchronous motors with an output of 65 MW and a total installed power of approximately 180 MW (Fig. 2). The drive train configuration has three drives that are 2 × 65 MW + 32 MW for refrigeration and one drive of 16 MW for N2 removal.
 |
|
Fig. 2. The Hammerfest LNG terminal’s three main refrigeration compressors are powered by all-electric drive trains. |
As with any LNG plant, preventing unplanned downtime of the drive train has been a primary area of focus at Hammerfest. To ensure availability, Equinor implemented an advanced digital system that monitors the condition of the entire e-drive. A unique interfacing approach was also adopted that streamlines asset process management by providing Equinor with a single point of contact for the supervision of critical components.
Through this combination of digitalization and original equipment manufacturer (OEM) collaboration, Hammerfest has been able to achieve what matters most for an LNG plant, and particularly those in remote locations: reduced costs, high predictability and maximum uptime.
Benefits of eLNG. Refrigeration compressors driven by directly coupled, heavy-duty gas turbines continue to be the preferred machinery configuration for liquefaction plants worldwide. In recent years, however, the concept of all-electric-drive compressor trains (or eLNG) has garnered increased interest.
All-electric LNG opens new possibilities for controlling the liquefaction process. By using variable speed drives (VSDs), the capacity of the compression and refrigeration train no longer depends on the size of the gas turbines. Whenever a cha nge in capacity is required—for example, to meet the growing demands of the LNG spot market—the variable-speed drive can be fine-tuned to quickly meet individual process requirements. Since the commercially available gas turbines are available only with incremental capacities, a conventional LNG gas turbine solution would create extra costs in comparison.
Electric-driven compressor trains are also becoming an attractive option with respect to environmental impact. Emissions from a heavy-duty, single-shaft gas turbine are approximately 250 kg CO2/metric t of LNG–280 kg CO2/metric t of LNG. For a comparably sized electric drive, emissions can be anywhere from 6 kg CO2/metric t of LNG–190 kg CO2/metric t of LNG—with the deciding factor being the type of facility where electricity is generated. Additionally, eLNG efficiency is independent of ambient conditions. This contrasts with gas turbines, which lose approximately 0.33% of their output for every 1°F increase in ambient temperature (0.59% of their output for every 1°C), which can limit production for plants located in warm climates.
Availability and maintenance are two other important areas where all-electric-drive trains can provide advantages when compared to gas turbines. Availability of large-frame gas turbines, defined as a function of mean time between failure (MTBF) and mean downtime (MDT), is around 95%. An equivalent-sized variable-speed drive has an MTBF of up to 7 yr and around 99% availability. Motors can be operated for as many as 3 yr–6 yr without scheduled maintenance, whereas a gas turbine can require as many as 10 d–21 d of maintenance after 2 yr in operation.
Emphasis has been placed at Hammerfest LNG on preventive maintenance programs and reduced downtime of the compression train, as well as on extended maintenance program intervals. Part of the motivation for this is the remote location of the plant, which presents challenges with regard to availability of spare parts and expert maintenance crews in the event of an unplanned shutdown. To address these challenges, Equinor implemented an advanced data acquisition and condition monitoring system that features a high degree of digitalization.
Condition monitoring of motor winding overhang. The objective at Hammerfest has been to implement a holistic digital solution that enables monitoring and long-term forecasting of the various components of the electric compression train, including the motors, transformer, converter, harmonic filter and cooling system. In the future, the goal is to include the compressors, as well.
One area that attracted attention from plant operators was the vibration behavior of the stator winding overhang, which is typical for large, two-pole electric motors. Vibration anomalies in the winding overhang can lead to insulation failure and damage to the motor, which increase the likelihood of an unplanned production shutdown.
To protect against this scenario, a customized data acquisition system was installed on the variable speed motors, which are fed by frequency converters. The ability to accurately measure vibration in a high-voltage environment at high temperature is a difficult task that required the development of a novel fiber optic accelerometer. The working principle of the sensor is based on the modulation of light, using a simplified configuration of one fiber and one mirror. It contains no moving parts, making it highly rugged and small—attributes that were considered critical for the application.
Data acquired from the accelerometers is fed into a software platform, where it is analyzed. The platform was developed to be highly flexible so that data processing can be adapted to the specific requirements of the plant. By continuously monitoring variables, such as speed and load, the system can detect if the condition of the winding overhang has left its normal state and alert operators to take the necessary steps to alleviate the issue and keep the motors running.
Additionally, the system enables operators to build a baseline of vibration levels against which possible deviations can be detected during long-time operation. This is achieved by clustering data based on different operational parameters. In doing so, it is possible to build trend data for specific operational states of the motor, which will ultimately allow for the adoption of a predictive, condition-based maintenance approach. Records and results can be analyzed by the operator for mitigation and risk-reducing actions during operation. The operator can also schedule inspections and make intelligent decisions about whether to shift the system’s operating point. In this way, shutdowns can be evaluated and scheduled well beforehand, and maintenance can be planned in a way that reduces costs and minimizes unplanned downtime.
Drive train analytics. In addition to the specialized data acquisition and monitoring system installed for the motor winding overhang, Hammerfest will utilize a drive train analytics platform for monitoring and analysis of the entire compression train. The platform provides operators with the capability to aggregate, monitor, and analyze critical drive train operating parameters, such as temperature, vibration, operating hours, overload, dust flow, magnetic flux density, etc. in real time.
Using advanced data analysis tools, the platform can alert operators to problems before they cause plant shutdowns. The application can also make recommendations regarding maintenance activities, reducing both the duration and frequency of shutdowns.
The use of drive train analytics has already helped Equinor’s engineers correct an issue before it could result in an extended plant outage. An anomaly was flagged by the platform and then analyzed in real time from Germany. Personnel were able to identify the defective parts and determine the true cause of the fault. A solution was developed, along with a list of the required spare parts. Instead of the usual days (or even weeks) this could take to remedy in a conventionally monitored plant, an actionable strategy was put into place at Hammerfest within a matter of hours.
Streamlining asset process management. Another primary objective at Hammerfest is to streamline interface management. Leveraging the digital analytics and maintenance tools will, in the future, enable the implementation of a unique framework whereby Equinor will have a single point of contact for the supervision of the various components of the drive train. This contrasts with the traditional approach, whereby separate condition monitoring systems would be implemented for each component, resulting in multiple interfacing points for operators at the plant.
With the integrated supervisory approach, several teams of specialists will ultimately provide support to Hammerfest operators for critical components, including the motor, transformer, harmonic filter, cooling system and converter (Fig. 3). The teams are also responsible for analyzing the data generated from the system so that long-term forecasts can be developed that enable condition-based maintenance.
 |
|
Fig. 3. Under an integrated supervisory approach, several teams of specialists will provide support to Hammerfest LNG operators for critical components. |
Certain key performance indicators are in place, such as response time, to ensure timely and quality service. Key to the approach is that all the specialist teams are bundled under one supervisory umbrella, which streamlines communication between Hammerfest operators and the specialist teams.
Takeaway. The concept of eLNG continues to gain traction to improve efficiency, reduce costs and minimize the environmental footprint of liquefaction plants. Large electric-drive trains are increasingly being utilized to drive compressors in other applications (e.g., steel plants, refining, etc.); however, being a somewhat new application for LNG, the reliability of the drive is examined critically.
The Hammerfest LNG plant in Norway serves as an example of how digitalization and OEM collaboration can be leveraged to improve the performance and availability of an electric drive train and enhance the overall viability of eLNG.
At the time of publication, the facility holds the record for continuous days in operation for an all-electric LNG plant of 218 d. GP
 |
Robert Skiebe is the Oil and Gas Technology Director at Siemens Energy. He has worked with Siemens for 20 yr in positions spanning Senior Project/Program Manager to Director of Global Applications. His experience in the oil and gas market includes the roles of operations management, system integration, project management and project consulting related to upstream, midstream and downstream system applications.


Comments