
Efficient acid gas removal using membrane systems—Part 2
A number of methods are available for the removal of acid gases. However, membrane-based systems offer some clear advantages and opportunities for the efficient removal of high fractions of acid gases from these fields.
In this article, the authors focus on the use of membrane technologies to make a large bulk cut of the acid gases, as well as to remove some mercaptans from raw natural gas. Part 1 of this article addressed membrane separation and acid gas removal. Part 2 discusses hybrid membrane/amine systems, in which the amine process is used to perform the final purification.
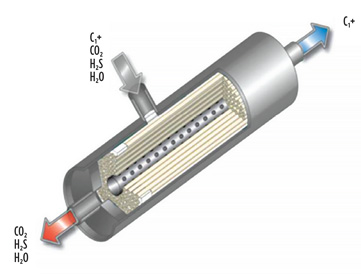
Membrane packaging. Both spiral-wound and hollow-fiber membranes are packaged in elements (also called modules or bundles) that, for commercial natural gas applications, range 6 in.–12 in. in diameter or more. More commonly, 8-in. and 12-in. elements are used. The length of the elements can vary, but most cases are 3 ft–5 ft so that they can be handled by one person. They typically weigh approximately 50 lb. The individual elements allow vertical or horizontal placement. Horizontal orientation is common, although a vertical orientation is preferred in Air Liquide’s modules operating in condensing mode, where heavy hydrocarbons are drained from the module. A typical hollow-fiber module sketch is shown in Fig. 4.
 |
|
Fig. 4. Sketch of a single acid gas hollow-fiber module. |
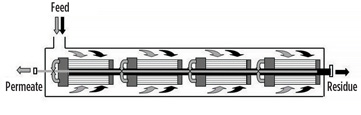
Elements are inserted in a pressure vessel shell and, depending on the size of the plant, the packaging of the membranes range from a single element per vessel to two elements in a dual module (inserted from either end of the vessel), up to systems that hold multiple elements, with four to six, being common for larger flowrates. The overall membrane cost of the elements is fixed, but by using multiple elements within a single pressure vessel, the cost of the system can be reduced. This is especially true for offshore applications, where footprint reduction greatly lowers the cost. A module with four elements in a single vessel is shown in Fig. 5.
 |
|
Fig. 5. Sketch of multiple modules arranged in a single pressure vessel. Source: Air Liquide. |
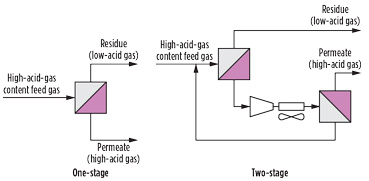
Membrane process configurations. Membrane systems can be configured in several ways, depending on the acid gas removal requirements. They can be configured as a single-stage unit, which may result in significant hydrocarbon losses (typically 10% or more). In high acid gas removal applications, hydrocarbon losses may be significantly reduced by using a two-stage membrane system (Fig. 6), where a 10% loss would typically be reduced to < 2%. However, this arrangement requires the addition of a recycle gas compressor and a second membrane unit. The economics of the additional compressor and the membrane unit may be justified on a project-specific basis. While not universally applied, such arrangements are in commercial operation.13
 |
|
Fig. 6. Schematic of one-stage and two-stage membrane systems.12 |
Membrane pretreatment system. Membranes can be susceptible to loss of performance and damage from a variety of contaminants (including certain heavy hydrocarbon components, particularly aromatics) and liquids or particulates in the inlet gas stream.14,15 To increase membrane lifetime and minimize operating difficulties (i.e., reduce operating costs), it is necessary to properly preheat feed gas prior to the membrane process; otherwise, the membrane elements may degrade and require frequent changeouts, greatly increasing operating costs.
The complexity of pretreatment and its cost are major components in the evaluation of membranes for a given application. Basic pretreatment includes filters, carbon beds and, commonly, preheaters at a relatively low cost. More complex, TSA-based regenerated adsorption systems offer high levels of heavy hydrocarbon removal at a higher cost. In an evaluation, the cost of pretreatment should be weighed against the anticipated membrane life for a given feed stream for an optimum balance of initial and projected future cost. Damage to the membrane may occur in either the support layer or the separation layer. Since membranes vary in both the separation layer used and the underlying support layer, no single pretreatment kit is fully effective for, or minimizes the cost of, all cases.
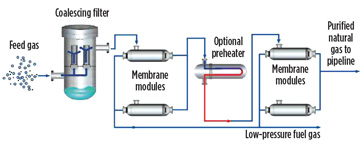
In a traditional membrane pretreatment scheme, a coalescing filter removes entrained liquids and aerosols; a non-regenerable adsorbent bed takes out trace contaminants, such as compressor lube oil and the heaviest hydrocarbons; a particulate filter removes any carryover adsorbent dust; and a heater superheats the gas to avoid condensation of liquid across the membrane.
A reliable pretreatment system must be highly flexible to cope with unexpected circumstances, such as variable heavy hydrocarbon content in the feed gas. The traditional pretreatment scheme is adequate for light gases of stable composition. However, if there is a sudden, sustained increase in the heavy hydrocarbon content, or if the feed gas is heavier than initially estimated, then the non-regenerable adsorbent, with its limited capacity, can become saturated within a very short period of time, causing a bottleneck in the system.14
Advanced pretreatment systems are designed to protect and increase the lifetime of membrane elements by nearly complete removal of water, heavy hydrocarbons and other harmful components (mercury and mercaptans) in a regenerable, although more expensive, adsorbent-based system. The development of a robust and comprehensive pretreatment system, in combination with the continuing development of advanced membranes, has further enhanced the reliability and performance of membrane technology in a variety of natural gas processing applications. However, the pretreatment system comes with additional cost and operational complexity.
Membrane solutions. One companya offers hollow-fiber membranes that are asymmetric, along with composite membranes that have one or more polymer coatings. A variety of polymers are coated on the fiber to produce membranes with a wide range of properties. Using this approach, over a dozen membrane products are available with different properties.
A unique aspect of the company’s comprehensive membrane portfolio is that, in addition to a well-known glassy membrane, both polyimide-based glassy membranes and rubbery membranes supported by a polyether ether ketone (PEEK) material are offered. PEEK is a high-temperature engineered plastic that is extremely resistant to degradation and allows operation in condensing and liquid services. This membrane technology can simultaneously remove water and heavy hydrocarbons, as well as a portion of the acid gases (H2S and CO2) from natural gas feed streams. It has been used in more than two dozen applications to date.
The rubbery membranes are optimized and combined with glassy membranes to remove impurities by using a number of membranes in series to minimize pretreatment and to remove multiple impurities. An example of such an application is where dehydration, hydrocarbon dewpoint control, H2S removal and CO2 removal are required. In such a system, rubbery membranes offering high permeability of water and heavy hydrocarbons facilitate their removal while operating in an environment with high levels of heavy hydrocarbons, including aromatics. They even allow condensing operations. Some NGL may be recovered due to the Joule–Thomson cooling effect of pressure drop through the membrane.
In the comprehensive membrane solution, conventional pretreatment is replaced with rubbery membranes. The gas then flows to downstream glassy membranes, where remaining H2S and CO2 are removed. This allows the use of high-performance glassy membranes for the acid gas removal section—without the traditional and expensive pretreatment processes discussed above. In most cases, only coalescing filters are needed, although heating to optimize the membrane performance may be used (Fig. 7).
 |
|
Fig. 7. Schematic of a comprehensive membrane solution.a |
The preheating required is relatively small—typically 20°F above the inlet temperature. With the limited heating required, hot oil, steam or electric heat are used and often chosen based on availability for a given project site. Since hot oil and steam exceed the desired temperature increase, a bypass for outlet temperature control can be applied to maintain the desired level of superheating.
It is also important to note that glassy membranes increase flux (and, therefore, capacity) at higher temperatures, while losing selectivity (and, therefore, hydrocarbon recovery). For this reason, heater sizing should consider a potential future requirement where, if the membrane capacity decreases with time, some capacity can be gained by increasing the operating temperature.
Membrane process advantages and disadvantages. Membranes are becoming a more reliable and proven alternative to more conventional means of gas treatment. For bulk removal of acid gases from sour feed gas streams where stringent specifications are not required, membrane processes offer the following advantages:13
- Membranes are skid-mounted units. They can be installed in modules and are relatively inexpensive to install.
- Membrane modules are compact and lightweight, making them suitable for offshore applications.
- Single-stage membrane systems have no moving parts, require minimal operator attention and have low operating and maintenance costs.
- Membranes are self-supporting and do not require utilities, such as electrical power, water and instrument air, if pretreatment of the gas is not required.
- Membranes have no circulating liquids and, therefore, no problems associated with spillage or disposal.
- Membrane modules can be predesigned for capacity expansion by adding modules as needed in the future.
However, the decision to use membranes for separation must consider the following shortcomings of the technology:13
- Loss of hydrocarbons to the permeated stream can result in decreased revenue. These losses can be reduced by recovery in a recycle loop (i.e., a two-stage system), but this requires compression and added operational complexity.
- Greenhouse gas impacts can occur, if the CO2-rich permeate is vented to the atmosphere. These impacts can be reduced by compressing the permeate stream and injecting it downhole. If the permeate is sufficiently rich in CO2, it may be used as a miscible injectant for enhanced oil recovery (EOR).
- Potential fouling from contaminants (e.g., compressor lube oil, heavy hydrocarbons and aromatics) may occur. An upstream pretreatment unit is generally required in such cases. The pretreatment unit will increase the installation cost and space requirement, thereby reducing the advantages of the membrane unit.
- Replacement or addition of modules becomes necessary as membranes age, which must be factored into the operating costs.
- A limited number of membrane manufacturer suppliers are available, making sudden replacement a difficult option.
- Membrane units have poor scalability. The number of membrane units is directly proportional to the feed gas flowrate. As a result, the membrane process does not realize economy of scale.
Membrane system retrofit for existing units. Membrane elements age and, over time, require replacement. The membrane advances described above have led to an active and growing market for the replacement of modules in existing units with more advanced modules. These advances include higher capacity and higher recovery and/or tolerance to impurities for longer life. Such a retrofit is dependent on the site requirements. For example, higher selectivity membranes have been retrofitted to improve hydrocarbon recovery. Membrane vendors pursue this retrofit market for their own supplied membranes, and, in many cases, they manufacture membrane units that are interchangeable with the shells provided by other vendors. The performance options and competitive market pressure give greater flexibility to the operator of membrane systems.
Hybrid membrane/amine system. Membranes are widely used to remove bulk CO2 from natural gas. The economic advantage of using membranes for CO2 removal applications is enhanced for inlet gas streams above approximately 15 mol% CO2 and where the product gas can contain a few mol% CO2. Membranes cannot typically be used to meet ppm specifications of CO2, owing to the very large surface area (and, therefore, high CAPEX) that would be required, along with the concomitant hydrocarbon loss that would occur.17
Membranes are used for the co-removal of CO2 and H2S, but only when feed sulfur levels are relatively low.18 In the case of feed gas with high acid gas content, meeting product specifications requires a particularly effective method of removing acid gas, or multiple-step processing. The existing, proven technologies for acid gas removal to meet commercial requirements (such as chemical absorption by means of amine solutions) are energy-intensive. In evaluating hydrocarbon losses in membranes vs. amines, the membrane hydrocarbon loss should be compared against the fuel demand in the amine reboiler and in the typical glycol unit downstream of the amine unit. In recent years, alternative technologies have been developed to decrease treatment costs for natural gas with high acid gas content. This raises the question of which technology is the most profitable for treating feed streams containing different amounts of CO2 and H2S.
In many cases, where either a significant amount of H2S is present in the feed gas or very low CO2 levels must be achieved in the product gas, an economical method is to combine membranes with a solvent-based acid gas removal process to achieve final specifications.16 The hybrid membrane/amine process takes advantage of the membrane’s strength as a bulk removal device, while the amine plant takes advantage of its ability to achieve low product acid gas concentrations. Moreover, in a balanced plant, the membrane permeate (if H2S levels allow) can be used as fuel to the amine reboiler.
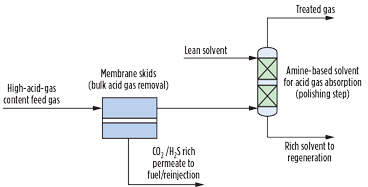
Overall, the hybrid system is considered to be an efficient and highly flexible method for treating highly sour gases, where a significant fraction of the acid gases (typically in the range of 70%–90%) is removed by the membrane unit. The incoming high-pressure sour feed gas is split into a partially treated high-pressure gas and a low-pressure rich acid gas (permeate) stream. The residue gas is then polished to the pipeline/LNG specifications through a downstream treatment unit with an amine washing process (Fig. 8). H2S-rich permeate from the membrane system ideally can be reinjected, avoiding elemental sulfur production and reducing overall capital and operating costs.
 |
|
Fig. 8. Schematic of the hybrid membrane/amine acid gas removal process.19 |
CO2-rich permeate may be sent to an atmospheric boiler if the Btu content is high enough and if there is not too much H2S to combust to produce steam. The steam can be used for rich amine regeneration in the amine unit. The main attraction of the hybrid process is the single-stage membrane, which simplifies the membrane separation process without the need for a recycle compressor, while minimizing hydrocarbon losses.15 This integrated approach also reduces the size and cost of the downstream amine washing and sulfur recovery units by reducing the acid gas load on the downstream equipment.
The hybrid membrane/amine acid gas removal system has been used at a number of sites and is proven in the gas processing industry.16 An example is found at Cameron’s SACROC gas processing plant in West Texas, where membranes are used for processing up to 660 MMsft3d of inlet natural gas containing approximately 90 mol% CO2 and 1,000 ppm of H2S. The majority of the H2S permeates the membranes, as does the CO2. However, the residual sales gas stream still contains approximately 90 ppm of H2S and 10 mol% of CO2. This stream is sent to downstream amine units to achieve pipeline gas specifications of less than 2 mol% CO2 and 4 ppm H2S.17
Takeaway. The membrane system market is active and robust, and performance and cost are improving over time. Natural gas streams may contain acid gas contaminants at levels that can damage process equipment and/or make the product gas stream unacceptable. Different acid gas removal technologies are available to meet product gas specifications.
Membranes are increasingly being used to make a bulk cut of the acid gases, especially in remote locations. The more recent development of rubbery membranes allows further optimization of the membrane process. For applications requiring higher levels of acid gas removal, the integrated membrane/amine treating approach offers an efficient solution to develop highly sour gas fields at lower cost and reduced plot space, while eliminating the production of elemental sulfur, if permeate reinjection is possible. GP
Note
a Refers to Air Liquide’s All Membrane Solution
Literature cited
12 Cnop, T., “Membrane technology introduction,” GPA Europe Young Professional’s Training Session on Acid Gas Removal, Berlin, Germany, May 23, 2012.
13 Mokhatab, S., W. A. Poe and J. Y. Mak, Handbook of Natural Gas Transmission and Processing, 3rd Ed., Gulf Professional Publishing, Burlington, Massachusetts, 2015.
14 Koch, D. R., W. R. Buchan and T. Cnop, “Proper pretreatment systems reduce membrane replacement element costs and improve reliability,” 84th GPA Annual Convention, San Antonio, Texas, March 13–16, 2005.
15 Anderson, C. L., A. Siahaan and K. Neumann, “Case study: Membrane CO2 removal from natural gas, Grissik Gas Plant, Sumatra, Indonesia,” 84th GPA Annual Convention, San Antonio, Texas, March 13–16, 2005.
16 Echt, W., “Hybrid systems: Combining technologies leads to more efficient gas conditioning,” 52nd Laurance Reid Gas Conditioning Conference, Norman, Oklahoma, February 24–27, 2002.
17 Peters, R. and A. Jariwala, “Removing gas contaminants that affect CO2 removal membrane performance,” GPA Europe Spring Conference, Copenhagen, Denmark, May 25–27, 2011.
18 Cnop, T., D. Dortmundt and M. Schott, “Continued development of gas separation membranes for highly sour service,” 3rd Sour Oil and Gas Advanced Technology Conference (SOGAT 2007), Abu Dhabi, UAE, May 1–2, 2007.
19 Hale, P. and K. Lokhandwala, “Advances in membrane materials provide new solutions in the gas business,” 83rd GPA Annual Convention, New Orleans, Louisiana, March 14–17, 2004.Acknowledgment
Thanks are due to Scott Northrop for reviewing this article and providing useful comments.
 |
Saeid Mokhatab is a world-class expert in the natural gas processing industry. He has worked on the design and operation of several gas processing plants, and has contributed to gas processing technology improvements through 300 technical papers and two well-known handbooks published by Elsevier
in the US.
Michael Mitariten is a Senior Director within the Advanced Technologies Group of Air Liquide in Woburn, Massachusetts. He is responsible for the membrane equipment and technology provided to the natural gas and biogas markets for gas purification to pipeline quality. He holds 20 patents and has published numerous papers in the field of gas separation. He is registered as a Professional Engineer in the state of New York.


Comments