
Integrated treatment strategies for gas processing projects
S. Mokhatab, Gas Processing Consultant, Halifax, Nova Scotia, Canada; and
S. Northrop, ExxonMobil Upstream Research Co., Spring, Texas
Different gas treatment steps may be required to provide products within the specifications defined by gas processing plant owners. These requirements challenge owners to select the right lineup of technologies for the project. These technologies are used to develop an optimized scheme to meet technological and economic targets. The most commonly used strategies for designing gas treatment units are described here, along with how the integration of treatment technologies makes a difference. Licensing strategy is a key element of this selection process.
Feed gas makeup dictates plant design. Raw natural gas leaving the reservoir contains water vapor and other impurities. Therefore, raw natural gas produced from wells must be processed and treated to meet the quality standards specified by pipeline companies, which must be compatible with the pipeline design and the customers’ requirements. Off-spec natural gas may cause operational problems associated with corrosion and/or plugging, which may result in unsafe operation.
If raw gas contamination levels and acid gas (H2S and CO2) content are low, then the gas can be treated and dried at the wellhead and sent directly to the sales gas pipeline. However, if contaminant levels are high and the feed gas is sour, then the gas is typically collected and sent to a gas processing plant, where the gas is treated in different treatment units, and then processed to meet pipeline specifications. When the raw gas is high in heavy hydrocarbons (HCs), these HCs must be removed to meet dewpoint and/or heating value specifications. The recovered natural gas liquids (NGL) typically command a higher value than natural gas for the same heating value.1
The gas processing plant configuration and complexity depend on the feed gas composition and the levels of treating and processing required to meet product specifications and emissions limits. Hydrocarbon liquid value can also be a driver for process complexity, which determines the levels of NGL components to be recovered.1
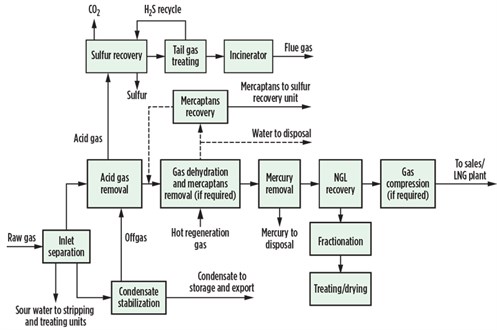
Figs. 1 and 2 show typical arrangements for gas processing plants producing pipeline-quality gas and NGL, respectively. The plant design may be simplified by exploiting technology that achieves some unit functions simultaneously, thereby reducing the amount of equipment. As an example, molecular sieves can be used for both gas dehydration and mercaptan removal, reducing the two treatment steps presented in the previous scheme to one.2
|
Fig. 1. General scheme of gas processing plant producing pipeline-quality gas. |
 |
|
Fig. 2. General scheme of gas processing plant producing NGL. |
 |
As stated previously, to design a gas processing plant and its component treating units, the products to be obtained (along with their specifications), as well as the quantity and type of impurities in the feed gas, must be defined. In some cases, only a few well tests are available, and the limited data may indicate a range of compositions. In this situation, the plant is often designed for the “worst-case” composition, which could lead to overdesign of the facility.
For these cases, a team of geologists and reservoir engineers may come up with a “P90” case where they use the available well test data, along with other data, to determine that aggregated contaminant levels will not exceed given values with a 90% confidence level. The margin of overdesign presumably would be reduced in these cases.
Designing gas treatment. For a given gas processing application, whether producing pipeline-quality gas or NGL, different treatment configurations are available. The array of proven technologies can be vast. Each treatment option should be evaluated to determine the best solution for the given feed gas composition. However, for optimal design, selection of the individual treatment units should be made on the basis of an integrated approach that considers the entire processing scheme.2
This section discusses several integration aspects of the main gas treating processes involved. The technical options considered may be a combination of open-art processes, which use generic/off-patent designs, and licensed technologies. Three possible strategies are outlined in the following sections.
Strategy 1: Integrated licensed treatment solution. In a typical gas processing plant designed to produce pipeline gas and/or NGL from sour feed gas, there are usually three to four basic gas treatment units, which often equates to three or four licensors and/or vendors:
- Acid gas removal unit
- Gas dehydration unit and, if needed, a mercaptan removal unit (including mercaptan recovery)
- Mercury removal unit
- Sulfur recovery unit (including tail gas treating unit).
Up to four separate licensing contracts could be needed for these treatment steps. Separate guarantees would need to be monitored, in addition to well-defined battery limits for the different interfaces. The number of package licensors/vendors may reduce the chances of the product specifications simultaneously being met. If a particular specification is not met in one unit, then other licensors cannot necessarily meet their guarantees. Depending on the situation, the licensors may blame each other, making it difficult to assign responsibility for rectifying the problem.
The other aspect is unit optimization. As each licensor is responsible for their part, they consider a certain safety margin within their design. Then, the overall safety margin would likely be higher than the margin taking into account the concept as a whole.2 This discrepancy has a negative effect on equipment sizing, leading to higher project costs.
To eliminate these constraints, integrated treatment solutions have been developed by several well-known international companies for the design of licensed gas treatment units. These integrated approaches, which are tailored to customer needs, are comprehensive technology options that offer several advantages:3,4
- Having a single licensor, which reduces the required interfaces to manage and provides a “one-stop shop” for easy accountability
- Minimizing the number of internal design margins, which can result in significant cost savings
- Proprietary know-how, obtained from leading technology licensors and engineering contractors, results in an optimum solution and significant practical benefits (e.g., shorter project execution schedules)
- A scope of services, including detailed engineering and assistance at commissioning and startup, and after-sales services.
This turnkey approach may be the simplest—and the most appropriate for less experienced operators—as essentially all tasks are left to the engineering contractor. As a result, this may not be the least expensive option. Therefore, large gas processing project developers are often more inclined to issue invitations to bid (ITBs) for dedicated process items, such as acid gas removal units or sulfur recovery units, to manage the interfaces themselves.
Strategy 2: Combining multiple technology licensors. The processing sequence may require adjustment to realize the benefits of competing gas treatment technologies. In a serial lineup, the second unit may not have a precisely defined inlet stream if the first unit outlet stream has not been finalized from the licensor of that first unit.
Each gas treating project is different and offers its own challenges to the available technologies, whereby an integrated approach to designing the process lineup may not be the most cost-effective solution. However, in this case, there are a few license contracts to manage, along with their associated guarantees, liabilities and license fees. Several different design margins are internal to each individual unit, which can result in increasing costs.2
Typically, an engineering contractor will negotiate the terms and conditions with each individual licensor. In a serial lineup, failure to meet an upstream specification can render null and void the process guarantees of downstream technologies. Therefore, this strategy may be viewed as being somewhat more risky.
Strategy 3: Integration of open-art processes. Engineering contractors use equipment standards that are typical for the industry, but those standards may not always line up 100% with the client’s design practices. The contractor must thoroughly understand the client’s standards and incorporate them into the design of the facility.
The contractor will run integrated process simulations, possibly with more than one tool,5 to develop a lineup of required open-art processes. Note: The EPC contractor will likely not have the operating experience and know-how of a process licensor to understand all of the nuances of a given technology. However, with equipment vendors and other consultants, a reputable contractor will be able to design serviceable gas processing units without the need to use licensed technologies. In this case, the contractor may or may not provide a process guarantee. In many cases, such guarantees are limited to liquidated damages, which may not amount to much compensation relative to the loss of revenue from a major process failure.
Applying open-art technologies for designing a gas processing plant should be compared on the basis of lifecycle costs of corresponding licensed process units. The operator must factor in any risk from lacking relevant process experience. The plant owner may wish to accept the risks for design and operation of the plant and possible off-specification products and/or reduction in throughput, which can seriously impact plant economics. This strategy is recommended primarily for experienced operating companies.
Technology selection criteria. Determining the best treatment process is highly dependent on the initial feed gas conditions, product gas specifications and environmental requirements. However, when selecting a certain technology for each treatment step, it is important to take into account the interaction between that technology and other treatment steps.
Depending on the technology chosen, different treatment schemes might be developed. However, the best practice to establish the optimum treating lineup for a gas processing plant is to first critically examine the three strategies described herein, while taking all of the process and environmental limitations into account and deciding which strategy is most suitable for the situation.
The most effective treatment process lineup should contain three key attributes:
- Ability to comply with all specifications for gas and liquid products
- Ability to tolerate a reasonable range of feed gas compositions and conditions
- Be cost-effective compared to other alternatives.
In addition, other factors such as reliability, maintainability, robustness, corrosion resistance, quality of process guarantees and availability of professional after-sales technical service must be considered.
Before the treating lineup is selected, it is strongly recommended that an optimization study be carried out to obtain the lowest costs and largest operating window with respect to feed gas composition. The right combination of technologies will result in a cleaner environment, improved reliability and higher margins. This combination must be chosen on a case-by-case basis, weighing the drawbacks and advantages of each option.
Selecting the right technology and tailoring the right process design to a given application requires extensive industrial experience. For instance, when deep removal of mercaptans from a sour gas is required, the use of amine solvents, followed by a specific treatment for mercaptan (e.g., caustic wash or molecular sieves), results in a relatively complicated treatment scheme with high investment costs. On the other hand, the use of physical or hybrid solvent processes to simultaneously remove acid gases and mercaptans is simpler, but likely entails higher hydrocarbon coabsorption.6 The project operator must decide which factor is more important to address.
Recommendations. Considering the large investment required for designing a gas processing plant, there is an essential need to perform a comprehensive and rigorous process selection study to identify the most efficient, cost-effective and fit-for-purpose treatment lineup that removes feed contaminants in an environmentally friendly way. Integrated licensed treatment solutions, single-line project responsibility, optimized tailor-made design and customer-defined specifications from a single source company can result in a simple turnkey arrangement with a single company interface. However, this convenience may come at a cost.
A single licensor may not have all of the “best” technologies in its suite. For example, a licensor that does not have access to a particular amine technology may be unable to achieve the lowest circulation rate for the acid gas enrichment unit or tail gas treating unit. Therefore, the equipment and associated capital and operational expenditures (CAPEX and OPEX) for those units will necessarily be larger for that single licensor’s lineup. It may be a matter of picking the single licensor that has the overall best set of technologies that meets all specifications. However, the result may be more expensive than selecting the individual licensors for each processing step separately.
For the single-licensor option, requests for bids would be sent to each integrated license packager to ensure that they could meet (or exceed) all product specifications. From the viable bids, the client would compare factors such as the overall lifecycle costs (which include CAPEX, OPEX and license costs), process efficiency, modularity of the lineup and experience level of the licensor.
Managing bid packages for the individual process steps in the à la carte case may be more trouble for the client, but the extra work may result in a better final product with a lower lifecycle cost. Of course, the client may decide to have an engineering firm manage the bid process, incurring some cost for that activity.
When combining different individual licensed technologies, it could take some time to collect the relevant information from the licensors, especially if the operator does not already have working relationships with the process licensors. An engineering contractor that regularly requests bid packages may be in a better position to collect this confidential information on a timelier basis. GP
Literature cited
- Mokhatab, S., W. A. Poe and J. Y. Mak, Handbook of Natural Gas Transmission and Processing, 3rd Ed., Gulf Professional Publishing, Burlington, Massachusetts, 2015.
- Mokhatab, S. and P. Meyer, “Selecting best technology lineup for designing gas processing units,” GPA Europe Sour Gas Processing Conference, Sitges, Barcelona, Spain, May 13–15, 2009.
- Weiss, M. M. and U. Bader, “Application of Omnisulf for comprehensive gas treatment: Projects update and startup experiences,” 27th GPA Europe Annual Conference, Lisbon, Portugal, Sept. 22–24, 2010.
- Chilukuri, P. and A. Demmers, “Integrated design for gas processing,” Petroleum Technology Quarterly, 2016.
- Pellegrini, L. A., S. Moioli, B. Picutti, P. Vergani and S. Gamba, “Design of an acidic natural gas purification plant by means of a process simulator,” Chemical Engineering Transactions, Vol. 24, 2011.
- Mokhatab, S. and S. Northrop, “Handling mercaptans in gas processing plants,” Hydrocarbon Processing, January 2017.
 |
Saeid Mokhatab is a world-class expert in the natural gas processing industry who has worked on the design and operation of several gas processing plants, and contributed to gas processing technology improvements through four books and 300 papers. Mr. Mokhatab has held technical advisory positions for leading professional journals, societies and conferences in the field of gas processing, and has received a number of international awards and medals in recognition of his outstanding work in the natural gas industry.
 |
P. Scott Northrop is a Gas Treating Advisor in the production technologies function of ExxonMobil Upstream Research Co. in Spring, Texas. He received his BSc from Washington University in St. Louis, Missouri, and his MSc degree and PhD from the California Institute of Technology, all in chemical engineering. He has 28 yr of experience in the industry, and is the author or coauthor of a number of patents, presentations and articles in a variety of related subjects. Dr. Northrop sits on Technical Section F of the Gas Processors Association (GPA), and on the Board of Directors of Alberta Sulfur Research Ltd. in Canada.


Comments