
Improve the safety and efficiency of natural gas sweetening units
After natural gas is extracted from onshore and offshore sites, it must be transported and processed. Raw natural gas is processed for purification, separation and liquefaction. Gas is sweetened in an amine unit and then dried in a dehydration unit before it can be transported via pipeline, liquified for transport or used as feedstock in refineries or petrochemical plants.
This article focuses on processing facilities and, in particular, how measurement technologies can be used to enhance real-time control and monitoring of amine units, leading to gains in throughput and stipulated gas quality while improving safety and increasing efficiency. Before measurement details are discussed, a review is given of the main reasons why processing natural gas is critical.
Initial processing. Natural gas contains water, sulfur compounds, carbon dioxide (CO2) and other substances. The presence of each of these substances is undesirable for many reasons.
Water must be removed because it freezes in downstream cryogenic processes. Water vapor also increases the volume and decreases the heating value of natural gas. The presence of water in natural gas promotes the formation of solid gas hydrates by entrapment. These hydrates can plug valves, fittings and pipelines. Corrosion caused by the reaction of water with the acid gases found in natural gas—such as hydrogen sulfide (H2S), CO2, etc.—can cause serious damage to piping and associated fittings.
To meet pipeline specifications for H2S and CO2 and to make natural gas marketable, water and acid gases must be removed to help avoid the formation of sulfur compounds, such as carbon disulfide (CS2) and mercaptans, as well as sulfides at higher concentrations.
For these reasons, natural gas typically undergoes two steps before transport and use—sweetening and dehydration. Sweetening removes CO2 and H2S, while dehydration removes water. Both processes can be significantly improved with more accurate measurements, particularly sweeting by amine treating.
Amine treating. Sour natural gas contains H2S, which is both corrosive and poisonous. High concentrations of H2S create production and processing challenges. Developing sour gas reservoirs requires special materials and chemical processes to remove H2S before it can be injected into pipelines. Operating procedures for developing sour gas fields must be rigorous and well-designed to ensure personnel safety.
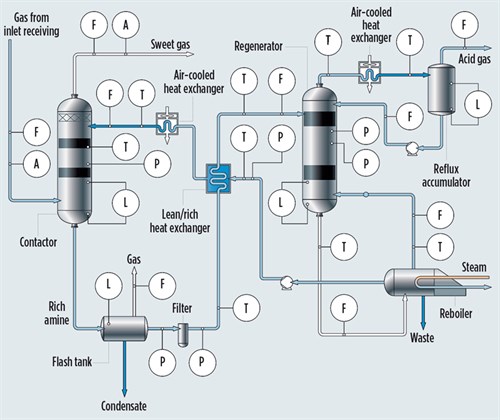
Natural gas typically requires sweetening in an amine treating unit to remove CO2 and H2S (FIG. 1). Sour natural gas is put into contact with amine, which absorbs the CO2 and H2S in the gas to remove these components. This sweet natural gas is typically sent to a dehydration unit, while the rich amine (absorbed CO2, and H2S) solution is sent to the regenerator to remove CO2 and H2S and convert it back to lean amine, making it suitable for reuse in the contactor.
 |
|
FIG. 1. Amine treating turns sour gas to sweet gas by removing CO2 and H2S. |
The main cost areas for the amine unit are (1) the energy required to regenerate the amine and (2) the amine losses, which can be up to 25%/yr. Key measures of efficiency are the quality of the gas processed and the energy used vs. the level of treatment performed. Different gas sweetening processes are used, depending on the quantity and quality of acid gas contaminants to be removed. Processes can entail the removal of a single contaminant or simultaneous removal of contaminants, and vary from physical to chemical absorption.
Process variables affecting safe and efficient operation of sweetening units are gas flowrate, amine circulation rate, inlet gas temperature, amine concentration and others. To achieve efficiency of operation, all parameters must be monitored with field instruments. Process control instrumentation plays a major role in achieving efficiency of operation by providing precise, real-time information of valuable process data, thereby enabling operators to make quick and accurate decisions.
Gas quality measurements. Reliable operation of any sweetening unit depends on the quality of raw gas and the treatment performed. The quality of acid gases in the incoming stream (sour gas) and the outgoing sweet gas requires monitoring. Challenges in gas quality measurement include:
- Stream composition variation
- Wet gas conditions and liquid carryover
- Maintenance involved with traditional technologies.
H2S measurements have traditionally been performed using lead acetate tape. This type of analyzer utilizes mechanical systems that feed a roll of tape through a sensor to detect stains on the tape caused by reaction with H2S. The analyzers require a great deal of maintenance, the tape contains lead that must be handled accordingly and the systems are prone to failure.
Alternatively, analyzers utilizing broadband UV light sources and filter wheels have been used to measure H2S in natural gas streams. However, interference due to changing backgrounds and response issues are prevalent with the UV technique.
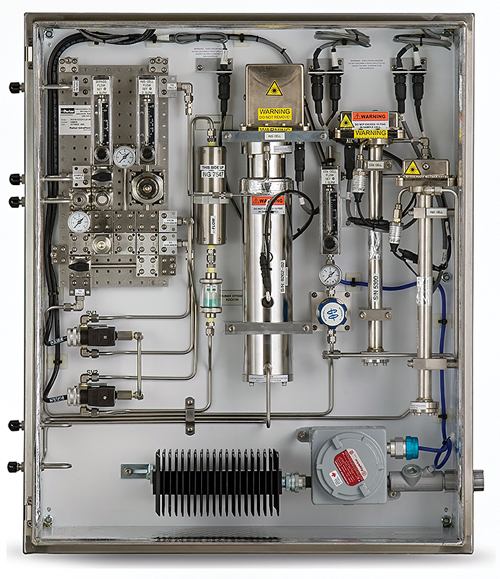
Tunable diode laser absorption spectroscopy (TDLAS) analyzers (FIG. 2) provide a better alternative with high-speed response and robust measurement with minimal maintenance, along with differential spectroscopy technology for detection of H2S at trace ppbv levels.
 |
|
FIG. 2. A TDLAS analyzer can be used to detect CO2, H2O and H2S in natural gas streams. |
TDLAS technology was introduced more than a decade ago. The rugged nature of these laser-based analyzers has allowed them to be used in natural gas processing facilities with very little maintenance and no interference issues. Since its inception, the TDLAS technology has demonstrated its reliability in thousands of installations worldwide.
Level measurement. Amine unit level measurement is required in the contactor, flash tank, regenerator and reflex accumulator. Maintaining the proper level in the contactor is essential for stable operation, and an output from a level instrument is typically used as the process variable in the control loop. Maintaining the proper level ensures a constant and uniform flow of rich amine from the contactor, which stabilizes operation by avoiding flowrate surges and reboiler overload.
The flash tank is used to separate entrained gases and liquid hydrocarbons from the rich amine solution. One level transmitter is used to control the flow of liquid hydrocarbons, and the second is used to control the flow of rich amine. The level controller in the regenerator has similar functionality to the contactor, ensuring uniform flow and stabilizing the process.
Guided-wave radar technology offers unique benefits for these level measurements, providing reliable measurements even with changing product and process conditions. Compared to mechanical level transmitters, this technology offers maintenance-free measurement, quick commissioning and built-in diagnostics, along with seamless integration to control or asset management systems.
Flow measurement. Gas flowrate and amine circulation rates are critical variables for proper operation of amine sweetening units. The measurement of sweet gas flow from the contactor presents challenges due to wet gas, and from occasional liquid and amine carryover from the contactor. Wet gas flow measurement poses challenges in flow measurement due to two-phase flow conditions.
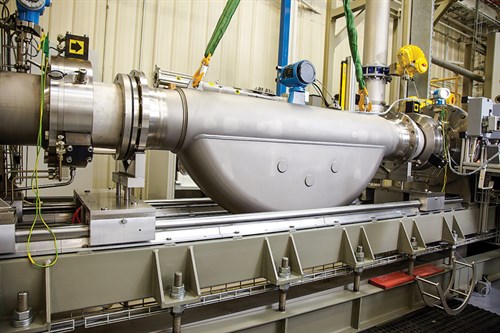
Modern multivariate metering technology, such as a multivariable ultrasonic flowmeter (FIG. 3), can be used to address this issue by accurately measuring several parameters in addition to flow. Ultrasonic gas flowmeters precisely measure the dry and wet gases from the sweet gas outlet in the amine unit through the use of real-time pressure and temperature compensation.
 |
|
FIG. 3. Advanced ultrasonic flowmeters can measure several of the parameters needed to properly monitor and control the amine sweetening process. |
The amine circulation rate depends on acid gas content, the type of amine used and the concentration. Coriolis mass flowmeters offer additional process information that can be used to improve operation. Over- or under-circulation is not desirable, and operators should have the flexibility to measure and regulate flowrate.
Over-circulation can result in issues like increased fuel consumption, exceeding reboiler capacity, overhead amine losses and corrosion. Under-circulation can cause insufficient absorption of acid gases and consequent shortfalls in sweet gas quality specifications.
A Coriolis mass flowmeter (FIG. 4) is typically used to measure amine circulation rate because it is immune to fluctuating flows, offers more accurate and repeatable measurement performance than mechanical flowmeters, and has a wide turndown ratio. It also provides multivariable measurement of density, temperature and other parameters, in addition to mass flow, which can be used to achieve better control of the process.
 |
|
FIG. 4. Coriolis mass flowmeters are typically used to measure amine circulation rates, along with a host of other pertinent parameters. |
Temperature measurement. Temperature measurement plays a key role in the operation of the gas sweetening unit. Measurement points include gas feed lines, liquid desiccant, heat exchangers and reboiler temperature control.
Temperature must be monitored and controlled in the amine unit to:
- Maintain a temperature difference between the sour gas and the liquid desiccant of less than 5°F–15°F (2°C–7°C) to prevent gas condensation and foaming
- Prevent lean/rich heat exchanger fouling
- Maintain the correct lean amine temperature entering the contactor
- Provide reboiler temperature control to limit vapor and resulting amine losses
- Prevent amine degradation due to excess heat.
Temperature transmitters should include sensor backup functionality that is automatically implemented in case of failure, without interruption to the measured value. Sensor drift should be limited, and corrosion detection is required.
Differential pressure measurement. Challenges in the contactor operation involve foaming, condensation, fouling and liquid carryover. Contactor columns require a differential pressure transmitter to monitor the pressure differences across the trays or beds. A sharp change in differential pressure indicates foaming in the contactor, and gradual changes indicate fouling.
Two types of filters are used in an amine sweetening unit: one for solids removal, and a second to remove dissolved contaminants. Activated carbon filters are typically used for removal of dissolved contaminants. A differential pressure transmitter helps monitor the level of plugging and provides data to guide filter replacement.
Like most processes, amine sweetening units require proper measurement of multiple parameters to operate safely and efficiently with minimal required maintenance. Selecting the best instrument or analyzer for each measurement point can be challenging, as many recent advances have resulted in superior alternatives to traditional solutions.
End users should closely examine each point of measurement and seek assistance from instrumentation vendors, as required, to ensure that the right component is specified for each application.
Simplifying and streamlining instrumentation activities. Specifying, ordering, tracking, installing and commissioning all the instruments and analyzers required for monitoring amine and dehydration units represents a significant challenge for many process industries. These units are often installed in conjunction with additional upstream and downstream equipment, increasing complexity and adding to the degree of difficulty.
Typically, oil and gas companies are forced to coordinate with multiple vendors to launch and maintain gas assets and operations. One gas processing company, for example, processed about 90 individual purchase orders on a single project. This included one purchase order for every type of device—pressure transmitters, temperature transmitters, flow measurement devices, analyzers, control valves, etc.—needed for each section of the operation. In addition to bidding and purchasing requirements, the company had to oversee delivery, engineering, installation and documentation.
By selecting a full-service provider to oversee the instrumentation portion of its next project, this company was able to interact with just one point of contact, issue only one purchase order and focus on its core business activities. Service providers with the proper expertise and portfolio can manage a project in its entirety and assume much of the associated risk. To accomplish this, the service provider should be engaged in strong partnerships to ensure there are no gaps in the automation and instrumentation portfolio. These types of relationships provide assured interoperability and a seamless flow of data, improving decision-making and overall equipment optimization.
The service provider should also possess the expertise to help oil and gas producers understand the business case for newer technology and improved designs, and how prudent investments in the proper solutions will provide improved financial returns over the long term. This is important because using previous gas processing project techniques, which may include older or cost-cutting technology, as a template for new efforts may deliver substandard results moving forward. GP
 |
Mark Thomas is the Oil and Gas Industry Manager for Endress+Hauser USA. He is responsible for business development and company growth in the oil and gas industry. As part of his role, he is the U.S. representative on the global Strategic Industry Group, which helps develop the long-term vision, brand, product direction and education of the company on industry direction. Mark earned his BA degree as a 2003 graduate of Texas Tech University and earned his MBA degree from AUI in 2008.
 |
Prasanth Sreekumar is the Global Industry Development Manager for the natural gas and LNG segment at Endress+Hauser. He has more than 20 yr of experience in the oil and gas industry, including vast experience in the field of process control instrumentation. Mr. Sreekumar has worked in various positions in product and industry marketing
and is part of the Strategic Industry Group within the company, involved in portfolio and strategy development. He holds an engineering degree from Karnatak University and an MBA degree from the SPJ School of Global Management.


Comments