
Maximize propane recovery and ethane rejection at cryogenic gas plants
T. Miller, Audubon Engineering Solutions, Denver, Colorado; and D. Beck, Audubon Engineering Solutions, Houston, Texas
The shale gas revolution in the US has resulted in an abundance of NGL in the marketplace. The increase in output has also produced an excess of ethane, leading to a decrease in price for the chemical. In response to this dynamic, midstream processors have been exploring ways to increase NGL production while limiting the amount of ethane content.
A number of ways exist to recover NGL from gas streams. They range from simple Joule-Thompson (J-T) units and mechanical refrigeration to more complex NGL recovery designs, such as cryogenic turboexpander plants. One of the most commonly used technologies throughout the industry over the past 30 years has been the Gas Subcooled Process.a
Gas-subcooled (GS) plants can be operated in both ethane-recovery and ethane-rejection mode. This type of facility is often referred to as a dual-mode process design, and it provides owner-operators with the flexibility to adjust plant operations to meet market demand.
Ethane is a valuable hydrocarbon component that can be recovered as a liquid from natural gas streams. Typically, when the price of ethane is high, processors recover ethane as part of the NGL stream, where it is then fractionated and sold as a feedstock to the petrochemical industry to make ethylene. When the price of ethane is low, it is more profitable for processing facilities to reject it to the sales gas stream.
Over the last several years, large increases in available US NGL volumes have been met with insufficient increases in industrial ethane demand. This scenario, coupled with regional transportation bottlenecks, has caused ethane prices to be severely depressed and made it economical for NGL recovery plants to reject as much ethane as possible.
For standard GS plants operating in ethane-rejection mode, this means unavoidably rejecting some of the still-valuable propane and butane to sales gas, which negatively impacts plant profitability. As a result, significant economic value can be generated by implementing flexible processing solutions that enable GS plants to operate in high-ethane-recovery or full-ethane-rejection mode, without sacrificing propane and butane recovery.
Here, a technical evaluation of solutions for improving propane recovery and enhancing ethane rejection at GS facilities is provided.
Overview of standard GS technology. Compared to newer-generation dual-mode process technologies, GS technology is economically limited. It typically requires excessive residue compression to achieve the same propane recovery levels that newer technologies are capable of providing in ethane-rejection mode.
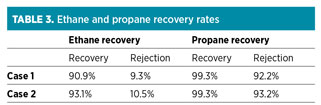
Table 1 shows typical ethane and propane recovery rates for a GS plant operating in ethane-recovery and ethane-rejection modes. Actual recovery rates will vary depending on a number of variables, including plant inlet conditions, the composition of the natural gas stream entering the plant, product specifications, product delivery conditions and process design
specifications.
The propane recovery of a GS design operating in full ethane-rejection mode is typically limited to 85%–94%. The lower propane recovery can negatively impact the plant economics in two possible ways. First, any unrecovered propane and butane components, which are more profitable as liquid products, are sold at a discount to the sales gas. Second, unrecovered propane and butane will result in an increase in the heating value and dewpoint of the sales gas—enough to potentially exceed the receiving pipeline specification and result in financial penalties.
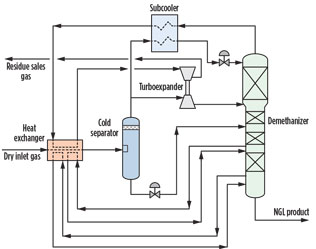
Fig. 1 shows a typical process flow diagram for a GS design in ethane-recovery mode. The inlet gas is cooled against demethanizer column liquids and the column overhead vapor stream. Any inlet gas vapors condensed after being cooled in the gas/gas exchanger or reboilers are removed in a cold separator and sent to the stripping section of the demethanizer for further separation. Most of the cold separator vapors are isentropically expanded across the expander end of the turboexpander and booster compressor (TEC), which provides the main source of cooling for the GS plant.
 |
|
Fig. 1. Typical GS process flow in ethane-recovery mode. |
The remaining portion of the cold separator vapors are condensed and subcooled in the subcooler exchanger and used as reflux at the top of the demethanizer. The power generated from the expander end of the TEC is used to boost the pressure of the demethanizer overhead vapor stream as it exits the front-end gas/gas heat exchanger, thereby reducing the residue gas compression required to reach the sales pipeline delivery pressure. Inlet gas is used to reboil the demethanizer column to meet the NGL product specification. In the ethane-recovery operation, the NGL product must meet at least a methane component specification (typically a methane/ethane ratio).
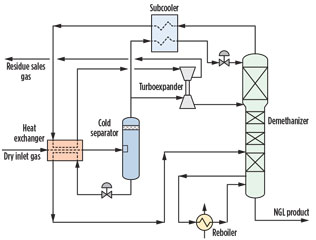
Fig. 2 shows the configuration of the process when operating in ethane-rejection mode, which is very similar to ethane-recovery mode, with a few notable differences.
 |
|
Fig. 2. Typical GS process flow in ethane-rejection mode. |
First, a GS plant must operate at warmer temperatures in ethane-rejection mode compared to ethane-recovery mode, which requires an external heating source. The cold separator liquids are used to help cool the inlet gas before entering the stripping section of the deethanizer. Additionally, in ethane-rejection operation, the NGL product must meet at least an ethane component specification (typically an ethane/propane ratio).
In both operational modes, GS is limited by the composition of the top reflux stream and the equilibrium point on the top theoretical stage of the column. A better-quality reflux stream with more of the components needed to improve recovery only helps to a certain point. By lowering the column pressure, propane recovery is increased; however, this also increases the amount of residue gas compression needed to place the residue gas into the sales gas pipeline.
The performance limitations of GS in ethane-rejection operation as a result of the excessive compression required to make marginal improvements in propane recovery is discussed later.
Solutions for optimization. Several technical solutions were reviewed as options to improve ethane rejection while increasing propane and butane recovery at existing GS facilities.
Two inlet gas compositions were used to compare four options against a base case standard GS design. These compositions were selected to represent both a rich and lean shale gas formation. The results and conclusions presented should be considered general. If an operator is interested in better understanding the various technical solutions for its inlet conditions, an analysis similar to this would need to be completed to ensure that the best possible option is chosen.
Table 2 shows the inlet conditions and compositions for the two streams analyzed in the base case. Both carbon dioxide (CO2) and hydrogen sulfide (H2S) are assumed to have been removed to acceptable levels by an upstream amine unit. Similarly, all water is assumed to have been removed by upstream molecular sieve dryers.
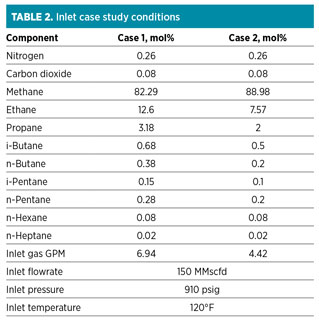
Using a standard GS design, the following recoveries were calculated for both ethane-recovery and ethane-rejection modes. Case 1 utilized mechanical refrigeration to achieve the listed recoveries, while Case 2 did not. Both cases were completed with a constant demethanizer tower pressure of 260 psig.
Option 1: Cold plant revamp and process technology upgrade. One option for improving ethane rejection and propane recovery at GS facilities is to replace portions of the cryogenic section of the NGL recovery plant and upgrade the process technology.
A cold plant revamp offers several advantages. For instance, the revamp can be completely customized to meet the client operating specifications under various conditions. A design could be developed to maximize the profitability of the plant over a range of operating scenarios, thereby giving the newly designed plant the capability to adapt to market demands and ensure that the most efficient operation is being utilized.
Over the years, a number of GS plants have been revamped or upgraded to newer, more efficient processes. In some cases, a portion of the utilities and processing equipment, such as dehydrators, inlet filtration, turboexpander skid and compression from the existing design, may be used to help reduce the overall installed cost. In other instances, however, this is not the case, and the cost associated with designing, fabricating and installing equipment that is customized for a specific client, gas stream and range of operating conditions is difficult to justify.
While a number of proprietary dual-mode processing technologies are available to minimize installation requirements, implementing such solutions as part of a revamp and/or upgrade typically results in higher capital costs, extended construction schedules and lost production due to plant downtime.
Option 2: Revamp tower design. Modifications to the existing demethanizer/deethanizer column may also marginally improve propane recovery or allow for additional ethane rejection, particularly in cases where the inlet gas is rich in ethane and heavier hydrocarbon components. This type of revamp requires additional detailed engineering work to best understand where the limitations are within the column. A detailed review of the overall column size and its ability to handle the vapor/liquid traffic would be required. A decision must then be made to either modify the existing column or replace it completely.
In most cases, other processing equipment within the cold plant would need to be upgraded or replaced completely as well, particularly if the plant improvements resulted from the need to process a richer gas composition. As in Option 1, this approach is associated with a long lead time, excessive downtime to complete the tie-ins to the existing equipment, and significant capital costs (although less significant than for an entire process revamp).
Option 3: Installing additional residue compression. This may also be a viable solution for improving plant performance. By doing so, the deethanizer column can be operated at a lower tower pressure, which improves component separation and increases both propane recovery and the amount of ethane rejected.
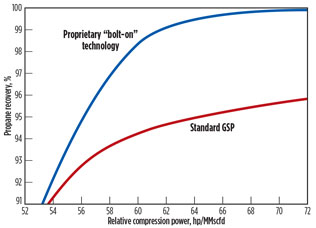
As mentioned previously, the point comes when excessive residue gas compression only marginally improves propane recovery. This is illustrated by Fig. 3, which depicts the diminishing returns on propane recovery improvement for a standard GS design as additional residue gas compression is installed. In most cases, the increased amount of propane product and even the improvement in ethane rejection will not economically justify the capital and operating costs of upgrading the residue compression.
 |
|
Fig. 3. Technology comparison: Ethane rejection (5-gpm inlet gas). |
Option 4: Proprietary “bolt-on” retrofit technology. As discussed previously, standard GS technology is typically limited by its ability to recover the remaining portion of the propane and butane exiting the top of the demethanizer/deethanizer column. Most plants using such designs require excessive residue compression power to achieve propane recoveries above 93%, especially those designed for full ethane rejection.
In 2015, a study was completed on an existing GS facility in the Marcellus region of the US to quantify the impact of implementing a solution designed to overcome this limitation. The solution—a proprietary bolt-on technology—would enable the operator of the plant to increase the recovery of propane and other heavy hydrocarbons without installing additional compression.
The bolt-on technology package utilizes additional fractionation and cooling to capture unrecovered propane and heavier components that would otherwise exit the top of a GS demethanizer/deethanizer column. By redirecting the subcooled stream normally used as reflux in GS to cool the vapor traffic within the module, additional internal reflux is generated, enabling capture of the propane and butane vapors exiting the top of the column. This option requires no additional compression horsepower and operates similarly to a GS plant.
The study showed that by installing the bolt-on technology, the Marcellus GS plant could achieve the following performance improvements:
- 70% reduction in ethane produced as NGL
- 15% increase in propane production
- 3% increase in butane production
- 2% increase in pentane production.
Overall, the plant would be able to achieve greater than 99% propane recovery when operating in full ethane-rejection mode. This achievement, along with the aforementioned performance improvements, would result in an estimated 8% increase in incremental revenue compared with the existing standard GS design operating in ethane-rejection mode. The payback period for the solution (including installation costs) was calculated at 1–2 yr.
Fig. 3 shows how the propane recovery of the bolt-on technology compares to that of standard GS in ethane-rejection mode at equivalent relative compression values using the same inlet conditions, composition and delivery conditions. At a relative compression of 62 hp/MMscfd, the propane recovery for the bolt-on solution is nearly 4.5% higher than for GS, resulting in 9,400 gpd of additional propane production.
The amount of ethane capable of being rejected from the existing GS deethanizer column when using the proprietary solution depends on two specific criteria: the existing plant’s original equipment and ethane-rejection capabilities, and the residue gas heating value limit.
In some cases, GS plants are designed only for partial ethane rejection, which means that deethanizer column size, column internals and reboiling capabilities must be closely evaluated to determine the amount of ethane capable of being rejected.
Owner-operators considering enhancements will need to take into account the GSP plant’s original design criteria when determining the extent of ethane rejection possible. In some cases, the residue gas heating value specification limits the amount of ethane and heavier hydrocarbons that can remain in the sales gas stream. Operators must be aware of this limit when determining the extent of ethane rejection desired, as too much ethane in the residue can result in an excessive heating value or dewpoint.
In such cases, the plant’s ethane rejection must be scaled back, potentially limiting the economic benefits of implementation. However, in many cases, the capability of the bolt-on solution to recover more propane and butanes as liquids in ethane-rejection operation enables more ethane to be rejected to the sales gas stream, while remaining below the heating value specification.
Takeaway. Over the past three years, the oil and gas industry recession, coupled with low ethane prices in many areas of the US, has put significant pressure on operators to generate more profits from existing GS cryogenic gas plants. As a result of commodity pricing constraints and the penalties associated with high ethane content in NGL product streams, maximizing propane recovery while improving ethane-rejection capabilities can generate significant economic value.
Enhancements can be made to maximize profitability from an existing GS facility with minimal capital investment. Every facility is different due to composition, capacity and specifications of the sales gas stream and NGL product streams. Each case should be analyzed individually to determine if a new technology is economically beneficial, or if leaving the standard GS design in place is the best option. GP
NOTE
aThe Gas Subcooled Process was invented and is licensed by Ortloff Engineers Ltd.
 |
Tim Miller worked as the process engineering manager at Audubon Engineering Solutions, at the time of authorship. He has seven years of process engineering experience in the oil and gas industry. His areas of expertise include pressure safety valves, utilities and compression facilities in the midstream sector, specifically in NGL recovery, fractionation, LNG and acid gas injection.
 |
David Beck is a managing partner at Audubon Engineering Solutions. He has 20 years of experience in domestic and international gas processing operations, including NGL recovery, LNG, fractionation and gas treating.


Comments