
Gas seperation
T. Perschke, GEA Westfalia Separator Group, Oelde, Germany
The Ichthys LNG project is a JV between INPEX, Total and the Australian subsidiaries of Tokyo Gas, Osaka Gas, Chubu Electric Power and Toho Gas. At peak operation, the project is expected to produce 8.4 MMtpy of LNG and 1.6 metric MMtpy of LPG, along with approximately 100 Mbpd of condensate. Detailed engineering, procurement and construction of the Ichthys project are ongoing, and production is scheduled to commence by the end of 2016.
Among its equipment contracts, the Ichthys project recruited GEA Westfalia Separator Group to provide four separator skids to Ichthys contractors Daewoo Shipbuilding and Marine Engineering (DSME) and Fjords Processing (formerly Aker Process Systems) for processing hydrocarbons, enriched monoethylene glycol (MEG), diesel oil and drain water. DSME and Fjords Processing awarded the contracts for the centrifuge systems in 2012 and 2013, at a total order value of €45 MM.
Project management. The order required complex project management, which was undertaken by a group of GEA experts. High requirements needed to be met with respect to special materials and over 200 specific standards for the production and delivery of the centrifuge skids—e.g., compliance with an independent verification body and the requirements for electrical equipment in hazardous areas (EEHA).
The objective of EEHA is the classification of design, selection, manufacture, installation, testing and inspection of equipment to comply with project codes, standards and specifications (particularly Australian/New Zealand standards 3000, 60079.14 and 60079.17).
With specialized team training, specific project and technical competencies were optimally expanded to adapt the equipment to the requirements of the customer. To date, approximately 100 different international documents per order needed to be checked and approved for several skids, as outlined in the following sections.
Diesel processing by OSE separators. Gas and condensate from the Ichthys field, in the Browse Basin offshore Western Australia, will undergo preliminary processing offshore on the project’s large, floating central processing facility (CPF), which will be permanently moored near the field.
The CPF will extract condensate and water, and remove impurities, to make the gas and some condensate suitable for transmission through the project’s 889-km gas export pipeline to onshore processing facilities in Darwin. Most of the condensate will be transferred from the CPF to the nearby floating production, storage and offloading (FPSO) facility for offshore processing. The FPSO will be moored about 3.5 km from the CPF and will process and store condensate. It will periodically offload stabilized condensate to shuttle carriers for export directly to market.
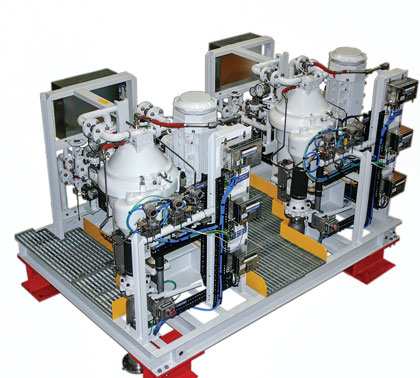
Two individual skids were made and preinstalled on the FPSO to clean the diesel oil: (1) a centrifuge skid mounted on a frame with two OSE 40 separators (Fig. 1), and (2) a pump skid on a separate frame with valves, instruments and other components. The plants were completed with a control and two human-machine interface panels. The OSE separators process up to 20,000 l/hr of diesel oil in an internal operation in a nonhazardous area. The systems have already been completed, tested, approved by the customer and delivered.
 |
|
Fig. 1. Skid for processing diesel oil. |
Processing of drain water. Drain water collects where mineral oil is produced or where drilling for mineral oil takes place. This water is contaminated with oil and cannot be fed into the sea before the oil is appropriately removed.
In accordance with International Maritime Organization (IMO) guidelines, a purity level with a maximum oil content of 15 ppm in water must be stringently adhered to; only then can the purified water be pumped back into the ocean without polluting the environment. For this purpose, plants for deoiling drain water are equipped with an IMO-certified oil-in-water monitor. If the oil content exceeds 15 ppm, then the water automatically circulates back into the system until the oil-in-water content again meets legal requirements.
GEA supplied two process lines for drain water treatment (Fig. 2), each with a self-cleaning WSE 120 separator. Both lines were pre-mounted on a frame and connected to a common sludge tank. Prior to delivery, the lines were internally cabled, tested and inspected in accordance with EEHA project requirements. The centrifuge skids were delivered in July 2014, after completion of all required checks by the customer.
 |
|
Fig. 2. Processing plant for drain water. |
Systems for MEG processing. The natural gas pipelines, which are located deep under the sea, are subject to extreme cold. Salt water and possible corrosion place further stress on the pipeline material. MEG is injected into the pipelines as an antifreeze and an anticorrosion agent. Various treatment processes are required to perform this function over the long term and to keep the MEG free of undesirable substances.
GEA also provided design, detailed engineering, drawings and document creation, material provision, production and testing for a total of five directly operated WSD 200 separators (Fig. 3) for capacities of up to 48,600 kg/hr per centrifuge. The main equipment—comprising filters, tanks, pumps, lube oil units and various valves—is fully piped and mounted on a frame that is designed for offshore operation and sophisticated project specifications.
 |
|
Fig. 3. Processing plant for MEG. |
Five separators for processing. Following the first order already placed, Fjords Processing requested an offer for a further application in this project. This offer concerned the dissolution of hydrocarbons from the MEG flow.
GEA offered two packages with double and triple centrifuge skids equipped with a total of five WSD 200 self-cleaning separators, pumps, tanks, valves and instruments. The equipment was completely mounted on a frame, cabled and tested. Each of the centrifuges is designed for a normal capacity of up to 50,096 kg/hr and is suitable for installation in Zone 2, but each is still provided with process-required inert gas purging.
The installation of these skids will finalize the Ichthys LNG project’s mechanical separation technology needs. GP
 |
Thomas Perschke is the director for the oil and gas business line of GEA Westfalia Separator Group in Germany. Mr. Perschke has worked for GEA in various roles, including sales management, since 1999.


Comments