
Using API 5L-grade X70 seamless and welded pipes for wet sour applications—Part 2
High-strength pipes are required for oil and gas industries to transport high-pressure sour hydrocarbon crude and gas for both onshore and offshore pipeline applications. Material specifications and standard requirements of the majority of oil and gas operating companies allow the use of line pipes up to a maximum strength of API 5L Grade X65 (i.e., prohibiting the use of API 5L Grade X70 pipes for wet sour environments).
The increase in pipe strength is associated with the addition of alloying elements, which mainly leads to centerline segregations, inclusions, high residual stresses and high micro-hardness locations. Hydrogen can permeate the steel and is entrapped mostly in large, elongated and aligned inclusions and high residual stress lattices—this forms H2 gas. H2 gas accumulation leads to high internal pressure, resulting in H2-induced cracking (HIC), sulfide stress cracking (SSC) and stress-oriented H2-induced cracking (SOHIC), which also depend on the microstructural conditions.
The environmental-related cracking susceptibility of welded pipes can be further deteriorated by the formation of microscopic residual stresses, which develop during pipe manufacturing processes (e.g. rolling, forming, welding). These stresses lead to the separation of the nonmetallic inclusions from the steel matrix due to the decohesion effect; this leads to the formation of H2 trap sites. The amount of atomic H2 formed depends on the severity of the environment, including pH, hydrogen sulfide (H2S) concentration, operating temperature and the presence of poisoning species, including elemental sulfur or cyanide.
The formation of H2 trapping sites occurs during the carbon steel-making process of the plates and the coils pipe-forming process. Therefore, welded pipes manufactured from non-HIC resistant steel plates or coils are deemed susceptible to environmental damages during exposure to wet sour services. The non-HIC resistant steel raw materials are not intentionally manufactured as very high-quality products and so are not resistant to environmental assisted cracking and corrosion. The hardness value of the heat affected zone (HAZ) at the welded joints usually rises proportionally with the addition of the alloying elements, and is increased by the lack of sufficient preheating.
Therefore, it is very challenging to manufacture thick and high-strength pipe steels for sour service using conventional material design, which lacks the alloying elements philosophy and advanced steel manufacturing processes.1 The use of high-strength pipe material is not permitted due to the lack of field experience and manufacturing technologies.
Part 1 of this research (in the June issue) work details the mechanical and metallurgical aspects to avail H2 cracking resistance in a wet H2S environment of seamless and longitudinally welded high-strength pipes of API 5L Grade X70. The success of this technology and deployment of high-strength materials in wet sour service applications can potentially lead to a significant cost reduction and faster execution of mega-projects. A lower material cost is primarily achieved by wall thickness reduction—the total weight of the used material is minimized. By using higher-strength pipes, targeted pipeline projects can reduce their cost by 8%–10%, as estimated by the authors’ company’s materials procurement department. Part 2 will conclude with results and discussion.
All tested seamless and welded pipes were evaluated at the pipe manufacturing and independent internationally recognized testing facilities. As shown in TABLES 3 and 4 (GP&LNG July), the chemical compositions of the four tested pipes were found to be within the acceptable specification ranges of the API 5L standard and applicable Saudi Aramco material specifications. A minor increase in boron (B) was observed in the longitudinal welded pipe supplied by Vendors 3 and 4, with contents ranging between 0.0017 wt% 0.0028 wt%, respectively. These values are higher than values specified in the reference standards. The pipes have not indicated susceptibility to hydrogen H2-induced cracking (HIC) nor sulfide stress cracking (SSC). The phosphorus (P) content was measured as 0.01%, which is lower than the maximum specified composition of 0.025%. This reduction in P content is required to eliminate segregation. The titanium content of the steel was restricted to less than 0.025% to eliminate any detrimental effect on the toughness in the HAZ of the longitudinal weld seam.8
The carbon equivalents (CEIIW and Pcm) for all pipe samples were calculated and found to be compliant with industry requirements. The carbon equivalent provides an indication for the hardenability and weldability of the material, which were found adequate for the pipe samples. The calculated carbon equivalents by the manufacturers and third-party testing laboratory were identical. Since the tested pipes are made of low carbon (≤ 0.12 wt%), the Pcm value is a better indicator for hardenability and weldability than CEIIW (Eqs. 1 and 2):
The mechanical properties—including the yield strength (YS), ultimate tensile strength (UTS), elongation, shear area % and impact toughness properties—were also examined. The test results, which were obtained by pipe suppliers and testing laboratory, are reported in TABLES 5 and 6 (GP&LNG July), respectively. Both the original and validation test results were confirmed.
The YS and UTS were found to be within the acceptable specification ranges. The elongation for all seamless and welded pipes was found to be satisfactory, meeting the specified minimum limits addressed in API 5L-2013. In addition, a guided bend test was conducted on the seamless and welded pipe, and the results of 180° bends were found to be satisfactory. The high elongation property indicates appropriate ductility and plastic deformation behaviors prior to failure.
Transverse Charpy V-notch impact tests, as demonstrated in FIGS. 1 and 2, were carried out at 0°C testing temperatures. The absorbed energies for the base metals and weld seams were found to be significantly high for all examined seamless and welded pipes, confirming adequate toughness properties [as demonstrated in TABLES 5 and 6 (GP&LNG July)]. These values demonstrate that the high-strength pipes can absorb very high impact energy prior to brittle failure initiation or propagation. In addition, very narrow variation was observed between the results obtained by pipe suppliers and a third-party testing laboratory.
 |
| FIG. 1. Charpy V-notch specimens, sets of three specimens from the weld and base metal. |
 |
Pipes supplied by Vendor 4 have been impact tested at even lower temperatures: –10°C, –20°C and –30°C. The impact energies are still high at about 300 ft/Ib. at the testing temperatures. The ductility of seamless pipes from Vendors 1 and 2 demonstrate a high % shear area, indicating that the fracture surface contains an adequate crack arrest behavior in pipeline.
The above impact properties of high-strength API 5L Grade X70 pipe was found to be in line with literature review. Research works revealed that Grade X70 steel could achieve a high-toughness property of about 350J absorbed energy at 0°C, which is considered high value well above typical requirements, as shown in FIG. 3. In addition, the transition temperature between brittle and ductile failure was determined: a minimum required 80% shear area was achieved in the tests. Based on this approach, the transition temperature for Grade X70 material was approximately –60°C.3
 |
| FIG. 3. Charpy V-notch energies of mid-wall samples of the industrially produced pipes, transverse direction.3 |
Additionally, drop weight tear testing (DWTT) was carried out on welded pipes supplied by Vendors 3 and 4 at 0°C. The test results show that 100% ductile shear for the test specimens was obtained. The objective of DWTT as a material characterization test is to assess the susceptibility to brittle fracture and to ensure crack arrest in pipelines. In this test, the specimen of the full material thickness has a shallow notch and is loaded in three-point bending, as shown in FIG. 4. Series of specimens can be broken under impact loading at a wide range of temperature and the proportions of ductile fracture on the fracture surfaces are subsequently measured. In this way, unlike the Charpy V-notch test, a transition curve of percentage shear vs. temperature is constructed for the material.
 |
| FIG. 4. Drop-weight tear test specimen as specified in ASTM E436. |
API 5L Grade X70 is considered a high-strength, low-alloy (HSLA) steel. This type of steel has low carbon content (< 0.12 wt%), and therefore offers outstanding performance compared with conventional C-Mn steels due to the optimum combination of strength and toughness values. The mechanical properties were enhanced, as addressed in this research work. These properties are obtained as a result of using micro-alloying elements (Ti, Nb, V, Mo and Ni) in addition to the controlled steel manufacturing process. The micro-alloying elements improve the strength properties due to fine precipitation within the grains, in addition to the pinning effect in the steels leading to grain refinement.
Samples for macrostructure and microstructure analysis were prepared from longitudinal seam and base metals. The samples were mounted in Bakelite, ground down to 1,200 grit and then polished with a diamond suspension down to 1µm. The samples were etched with a 2% Nital solution for 10 sec.
A Macroscopic Vickers Hardness test was conducted through the wall thickness and across the seam weld. The hardness test results showed no major variations for welded and seamless pipes, as demonstrated in TABLE 7 (GP&LNG July). This matching event in the hardness measurements between the base metal and weld deposit is adequate for the resistance to SSC. All measured readings in the base metal, weld joint and HAZ were below 248 HV10, which is specified by NACE MR0175/ISO 15156-2015 as the maximum allowable hardness reading for qualification of material for sour environment.9
In general, the overall weld and HAZ hardness can be controlled to an acceptable level due to the high heat input induced by the submerged-arc welded (SAW) process. Localized hard spots can arise in excess of 300 HV due to insufficient mixing of flux in the weld molten metal. This relatively high localized hardness did not cause SSC mechanism in constant deflections tests.10 FIG. 5 shows a macrostructure (i.e., a magnification of x 10) of Supplier 3’s welded pipe and the hardness indentations through the pipe wall thickness.
 |
| FIG. 5. A macrostructure of a longitudinal double V-grove weld of a welded pipe, API 5L X70, 20-in. OD x 0.75-in. WT, and the hardness indication spots (i.e., each scale represents 1 mm). |
Considering the thermomechanically controlled rolled steel process (TMCP) plates, a hard spot concept was identified as a major cause of stress corrosion cracking in the environment containing wet sour service. Hard zones are tiny areas with increased hardness values on the surface of steel products. The local surface hardness hard spots of high-strength plates had limited the use of high-strength pipe globally in wet sour environments. In September 2013, the Kashagan project experienced a failure of two 28-in. outer diameter API 5L X60 long pipelines, resulting in a gas leak. Hard zones in tiny areas of the steel were identified in the failed pipes and the hard zone formation was considered one of the causes of the Kashagan pipelines failure. The hard zones had the microstructure of lath bainite in thin (200 μm–500 μm) surface regions. The root cause analysis and metallurgical examinations were conducted by three independent laboratories: The Welding Institute (TWI) in the UK; the Center of Materials Development in Italy; and the Institute Français de la Corrosion in France.11
Several root causes for the hard zone formation have been considered. Carbon (C) is a major component of mold powder and molten slag that can diffuse into the cast product, leading to carbon contamination and pick-up near the surface layer of continuous slabs. The carbon diffuses to the mold surface where solidification starts and remains near the surface, making it a viable source of hard spots. Moreover, when temperature drops below the Ar3 prior to plate rolling and accelerated cooling, ferrite starts to form and carbon is rejected to remaining austenite, as ferrite has low carbon solubility. The austenite will eventually transform to lath bainite, martensite-austenite microstructures or a combination (if the cooling rate is relatively fast), resulting in dual-phase steel. This concept is considered another contributor to the hard zone formation. Therefore, maintaining the temperature above the Ar3 and increasing the plate transfer speed to the accelerated cooling unit are essential to minimize the formation of small hard microstructures. Also, the over-cooling in the TMCP accelerated cooling unit associated with increasing heating flux by boiling phenomena or by forming oxide scale during rolling is another possible source of hard zones.12,13
The metallographic analysis was also examined for base metal and weld joints, which were found to be uniform and reflected the features of the original as quenched and tempered (Q&T) or TMCP micro constituents, as shown in FIG. 6. The metallographic examination was conducted using a light optical microscope at x 500 magnification. Samples A, B, C and D were extracted from pipes supplied by Vendors 1, 2, 3 and 4, respectively. The seamless pipes supplied by Vendors 1 and 2 indicate uniform bainitic structure in microstructure Sample A (top left) and acicular ferrite-bainite grains in Sample B (top right) with no center segregations. The welded pipes supplied by Vendors 3 and 4 indicate uniform bainitic structure in Sample C (bottom left) and ferrite and pearlite grains with acicular ferrite microstructure in Sample D (bottom right).
|
|
|
|
|
|
|
FIG. 6. Sample A–bainitic structure from Vendor 1; Sample B–acicular ferrite/bainite grains from Vendor 2; Sample C–uniform bainitic structure from Vendor 3; and Sample D–ferrite and pearlite grains with acicular ferrite microstructure from Vendor 4. |
|




The chemical composition along with the homogenous hardness and microstructure through the pipe wall thickness exhibited exceptional corrosion behavior. None of the test specimens extracted from the base metals or across the weld joints for all experimental pipes showed any indication of HIC susceptibility. HIC testing was conducted in accordance with NACE TM 0284-2016. The results were evaluated visually and by metallographic observation using an optical microscope at a magnification of x 100.
The metallurgical evaluation confirmed that the control sample was severely cracked, which indicates that the mono-atomic H2 charging generated during the test was adequate to cause HIC. The test was carried out in Solution-A at 25°C for 96 hr. The surfaces of the test specimen were ground and prepared with a surface finish equivalent to 320 grit. The hydrogen sulfide (H2S) concentration was maintained in the range of 2,537 ppm–2,623 ppm during the HIC test, which is above the minimum concentration of 2,300 ppm required by NACE TM0284. The test was conducted by exposing unstressed specimens for 96 hr to the specified environment saturated with H2S gas at 1 bar positive pressure with a minimum purity 99.5%. The test results confirmed that the crack length ratio (CLR) and crack thickness ratio (CTR) were 0% values. FIG. 7 shows the HIC test set-up as per NACE TM0284-2016 Solution-A. To ensure adequate procurement of HIC resistant-high strength pipes, the following practices should be considered:14
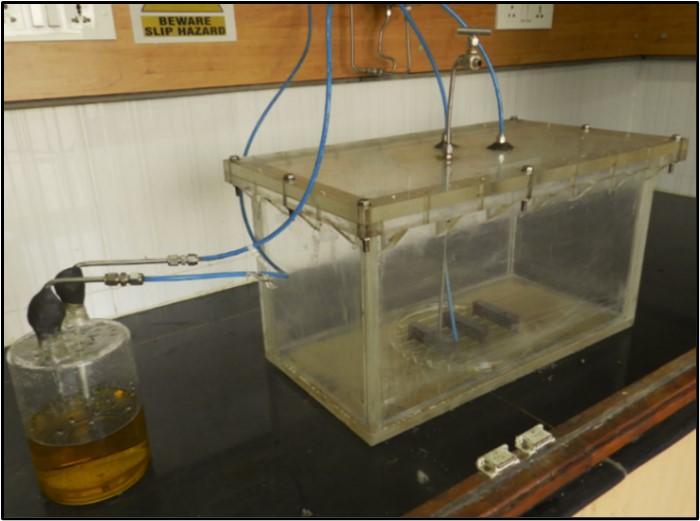  |
| FIG. 7. HIC Testing set-up as per NACE TM0284-2016 Solution-A. |
- The pipe manufacturer should specify the procurement of HIC-resistant plates/coils in the purchase order from the steel mill. Failure to produce HIC-resistant steel can be attributed to improper additions of Ca to the molten steel for shape control of inclusions, in addition to sulfur levels higher than 0.0002%. Also, the vacuum degassing treatment process has a major role in the formation of imperfections.
- The pipe manufacturer should conduct proper HIC testing practices that meet the following requirements:
- The testing apparatus should be properly air-tight to prevent oxygen ingress in the solution.
- The testing measures should be validated, including the control sample or H2S measurement in the test solution.
- The generation of H2S gas by chemical reaction instead of using pure H2S gas is not permitted. The minimum H2S concentration required to induce HIC is 2,300 ppm, as specified by the updated NACE TM0284.
SSC testing was also conducted on the experimental pipes in accordance with ASTM G39 and NACE TM0177-2015. Four-point bent beam tests were carried out in Solution-A (5 wt% NaCl and 0.5 wt% acetic acid in distilled water) of 46 liters (l) solution volume. This test investigated the SSC susceptibility of API 5L Grade X70 pipes. The nominal dimensions of the four-point bent beam specimens are 5 mm x 15 mm x 115 mm, which were surface prepared to 600 SiC grit finish. The specimens were taken from base metal and across the weld joints.
The stress applied for examination by the pipe supplier was 72% of the specified base metal yield strength (72% of MSYS) as per NACE TM0177-2015 standard requirements. The stress applied by the third-party testing laboratory was more conservative at 80% of SMYS. The test duration for all specimens was 720 hr at a temperature of 24°C using an H2S concentration range of 2,486 ppm–2,589 ppm. The SSC test results confirmed that all specimens indicated no susceptibility to SSC. FIG. 8 shows the SSC test set-up and test specimens.
 |
 |
FIG. 8. SSC testing set-up using four-point bend T, NACE TM0177-2015 Solution-A.
High-strength seamless pipes are not cold expanded, and are fabricated from billets using piercing and rolling at high temperature. Seamless pipes can be safely used in wet sour service applications if furnished in the annealed or quenched condition due to small, globular and randomly dispersed nonmetallic inclusions and negligible microscopic residual stresses. Therefore, the morphology and distribution of the nonmetallic inclusion H2 trap sites made seamless pipes resistant to HIC during the exposure to wet sour service at suitable H2 charging temperatures, which are generally < 80°C.
With longitudinal seam SAW pipes, these tubulars are cold expanded and fabricated from plate using a UOE process (U-forming and O-forming). Cold expansion is conducted to achieve satisfactory roundness and reduce residual stress. Non-cold expanded longitudinal SAW pipe is fabricated using pyramid rolling, contains high residual stress and is considered susceptible to hydrogen assisted cracking (HAC)—this includes HIC and SOHIC as well as SSC if low hardness values are not maintained. These shrinkage stresses are developed after welding, and upon cooling to ambient temperature between the weld and adjacent material and along the weld joint. Full body stress relief heat treatment should be applied on these pipes at 620°C–675°C for 1 hr/in. to reduce residual stresses and recover fracture toughness.15
Note: Line pipes up to Grade X65 have been widely used in wet sour applications. The limitations on Grade X70 in sour applications have been long accepted before the advancements in steel making processes. This restriction in the use of API 5L Grade X70 pipes for sour environments is longer valid, as both X65 and X70 grades have overlapped strength properties (TABLE 9) and micro-alloyed with a low-carbon content of ≤ 0.1 wt%. Both steel grades, with the new advancements in steel making, show an excellent combination of strength and toughness, high deformability, weldability and resistance to environmental corrosion and cracking. The supplied experimental pipes comply with all requirements stipulated in API 5L-2013 and client specifications.
|
Steel |
YS (minimum) |
YS (maximum) |
UTS (minimum) |
UTS (maximum) |
Ratio (YS/UTS) |
|
API 5L X65 |
65.3 |
87 |
77.6 |
110.2 |
0.93 |
|
API 5L X70 |
70.3 |
92.1 |
82.7 |
110.2 |
0.93 |
TABLE 9. API 5L specification for steel grades X65 and X70 (strength unit: Ksi)
Recommendations. To deploy high-strength API 5L Grade X70 pipe in wet sour applications, the following recommendations can ensure the quality of manufactured pipes:
- The SSC test should be performed at 72% loading of specified minimum yield strength (MSYS) for each heat of the first purchase order in accordance with NACE TM0177- Solution-A. The satisfactory SSC test results, in addition to the compliance with API 5L standard and customer materials requirements, will ensure the competency of the suppliers and quality of the procured commodity.
- Historical records to be submitted by the pipe manufacturer, confirming its historical capability and extensive experience to supply API 5L Grade X70 HIC- and SSC-resistant pipes to major oil and gas producers.
- The capability of the potential pipe vendors and their experience should be assessed to conduct satisfactory crimping press of API 5L Grade X70 sour pipe materials. A crimping press bends the edges of the plate/coils after beveling and provides good precondition for the later forming, welding and expanding processes. This process minimizes the residual stresses around the longitudinal seam of welded pipes and enhances resistance to SSC and SOHIC mechanisms.
- SSC resistance can be ensured by controlling the maximum hardness of weld metal and base material lower than 248 HV (22 HRC) in accordance with NACE MR 0175/ISO 15156.
- The welding procedures for girth welds should be developed for high-strength API 5L Grade X70 material intended for sour service application. Validating the mechanical properties and behavior of the base metal, weld and heat affected-zone is required for girth joints and double jointing activities.16,17
Takeaways. The research work performed on welded and seamless API 5L Grade X70 pipes has primarily focused on the through wall thickness microstructure and mechanical properties, in addition to the validation of corrosion resistance to HIC and SSC.
The microstructure, as well as the hardness and the tensile strength, showed a narrow variation comparing mid-wall, inside or outside positions. The low-carbon chemistry and the micro-alloying elements lead to adequate toughness properties for heavy wall pipes. The tests conducted by manufacturers and the validation tests by third-party laboratories were almost identical. The sour service tests indicate the superior HIC and SSC resistance of high-strength API 5L Grade X70 pipe.
The combination of wall thickness mechanical properties and the cracking resistance of welded and seamless API 5L Grade X70 pipes confirms their suitability for sour services. It should be highlighted that helical pipes have been excluded from this research work due to their susceptibility to wet sour environmental cracking.
The results of this study should encourage oil and gas producers to consider using high-strength API 5L Grade X70 pipes in sour applications, eliminating the exposure to operating facilities to any associated risk. Prior to actual utilization in wet sour environments, the hard spot concept in high-strength pipe should be jointly assessed by steel mills and oil and gas industries to understand the root causes for hard zone formation and develop proper mitigation measures. If hard spots exist, they may jeopardize the integrity of the high-strength pipes in wet sour services. If the use of this pipe grade succeeds in higher pressures application and sour service, this will result in transporting larger quantities of hydrocarbons. Additionally, the use of high-strength materials can potentially lead to significant cost reductions, which is primarily achieved by wall thickness reduction. GP
ACKNOWLEDGEMENT
The authors would like to thank Saudi Aramco Consulting Service Department management for supporting this research work, as well as the pipe manufacturers (Welspun-India, Sumitomo-Japan, National Pipe Company-Saudi Arabia and Jesco-Saudi Arabia) for supplying the experimental pipes for the study evaluation and their in-house examination and analysis.
LITERATURE CITED
- Collura, C., T. Staudt, J. Bauer and V. Schwinn, “Development of X70 and heavy wall X65 plates for sour services pipeline application,” Offshore Technology Conference, OTC 24536, Rio de Janeiro, Brazil, 2013.
- Schröder, J., V. Schwinn and A. Liessem, “Recent developments of sour service line pipe steels,” International Symposium Microalloyed for the Oil and Gas Industry, published by The Minerals, Metal & Materials Society, 2006.
- Diana, T., G. Kubla and V. Rohden, “API X70Q-X80Q heavy-wall seamless pipes for sour service application,” Proceedings of the 23rd International Offshore and Polar Engineering, Anchorage, Alaska, U.S., 2013.
- Kushida, T., S. Okaguchi, M. Hamada, A. Yamamoto, K. Ohnishi and J. Fujino, “Study of X80 grade high strength line pipe for sour service,” Corrosion/97, Paper No. 24, New Orleans, Louisiana, 1997.
- American Petroleum Institute (API) Specification 5L, “Specification for line pipe,” 45th Ed., 2013.
- National Association of Corrosion Engineers (NACE) TM 0284, “Evaluation of pipeline and pressure vessel steels for resistance to hydrogen-induced cracking,” 2016.
- National Association of Corrosion Engineers (NACE) TM 0177, “Laboratory testing of metals for resistance to sulfide stress cracking and stress corrosion cracking in H2S environments,” 2015.
- Hillenbrand, H. G., C. J. Heckmann and Niederhoff, “X80 line pipe for large-diameter high-strength pipelines,” APIA Annual Conference, Hobart, Australia, 2002.
- National Association of Corrosion Engineers (NACE) MR 0175/ISO 15156, “Petroleum and natural gas industries-materials for use in H2S-containing environments in oil and gas production,” 2015.
- Christensen, C. and R. T. Hill, “Characterizing acceptable weld heat-affected zone hardness in low-alloy steels,” Paper No. 241, NACE Corrosion/85, Houston, Texas, 1985.
- Offshore Energy, online: https://www.offshore-energy.biz/kashagan-not-getting-back-on-line-in-2014/
- Fairchild, D. P., B. D. Newbury, T. D. Anderson and N. S. Thirumalai, “Local hard zones in sour service steels,” ASME 38th International Conference on Ocean, Offshore, and Arctic Engineering (OMAE2019), Glasgow, Scotland, UK, 2019.
- Kathayat, T. S., R. Hill, P. Thakor, R. Kumar and A. Singh, “Understanding the behavior of surface hardness hard spots of plate and pipe: Extensive test program,” Offshore Technology Conference (OTC), Rio de Janeiro, Brazil, 2019.
- Anezi, M. A., T. A. Ghamdi, W. L. Otaibi and S. M. Muaili, “Manufacturing, testing, and operational techniques to prevent sour service damages,” Chapter 19, Handbook of materials failure analysis with case studies from the oil and gas industries, Elsevier, 2015.
- Funderburk, R. S., “Key concept in welding engineering-postweld heat treatment,” Welding Innovation, Vol. 15, No. 2, 1998.
- Batista, G. Z., Da P. Carvalho, M. S. Da Silva and M. P. Souza, “Girth welding of API 5L X70 and X80 sour service pipes,” Welding Journal, Vol. 95, pp. 363–370, 2016.
- Duan, D., R. Lazor and D. Taylor, “Evaluation of double jointing girth welds of high grade line pipes,” 8th International Pipeline Conference, Calgary, Alberta, Canada, 2010.
 |
Tariq A. Al-Ghamdi has been working with Saudi Aramco for 21 yr, providing technical support for projects and operating facilities on welding and materials-related issues. Dr. Al-Ghamdi earned his PhD in metallurgical and materials engineering (i.e., specialty in welding engineering) from Colorado School of Mines (CSM) in the U.S., as well as two MS degrees in mechanical engineering from King Fahd University of Petroleum and Minerals (KFUPM) and metallurgical and materials engineering from CSM. He is a faculty member at King Fahd University of Petroleum and Minerals.
 |
Mohammed A. Al-Anezi has been with Saudi Aramco for 40 yr, and now works as a Senior Metallurgical Engineering Consultant for the company. He technically led a team of materials and welding engineers, providing support and consultation on materials selection, failure analysis, root cause and incident investigation support, repair and rehabilitation engineering support, and new technology deployment to projects and operating facilities. Al-Anezi holds an MS degree in metallurgical engineering from Ohio State University (U.S.).


Comments