
Detecting operator-induced faults on a liquid expander
Increasing LNG production to fulfill strong market demands places a burden on assets. Such was the case for one LNG plant that thought they found a way to shorten the start-up time for liquid expanders. The result was not as expected. Fortunately, the condition monitoring system and service specialists provided diagnostic information to understand the problem better and avoid a catastrophic failure.
Machine condition monitoring in an LNG plant. The production processes of LNG where the critical machines are typically monitored are shown in FIG. 1. These include liquefaction, LNG storage and loading, and power and utilities.
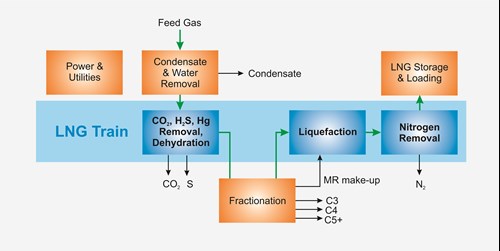
FIG. 1. Typical LNG processes—where critical machines are monitored—shown in blue (part of the LNG train) and orange (other plant sections).
Balance-of-plant machinery is monitored in all the processes. The typical critical machines monitored are shown as white icons in FIG. 2. There are two liquid expanders (also known as hydraulic turbines) in the liquefaction process, a mixed refrigerant expander and an LNG expander.
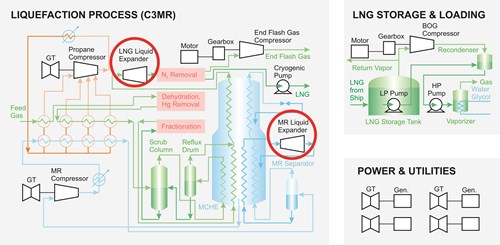
FIG. 2. Typical critical machines monitored in the LNG processes. The liquid expanders are circled in red.
One important issue with critical machines is that if one of the liquid expanders or any of the critical machines trip during the liquefaction process, operators have only a few hours to decide if it can be restarted without the loss of cooling capacity. If extended downtime is required, a complete train restart may be needed, causing days of downtime, equating to millions of dollars in lost production.
The liquid expanders. The two liquid expanders being monitored on the second train of an LNG plant are shown in FIG. 3. The two types of expanders are essentially the same, except the LNG expander works on a colder stream than the mixed-refrigerant expander. The mixed-refrigerant expander includes three bearings: the turbine, middle bearing and the generator. The process includes 300 tpd, and the cost of one of these is between $500,000 to $1 MM.
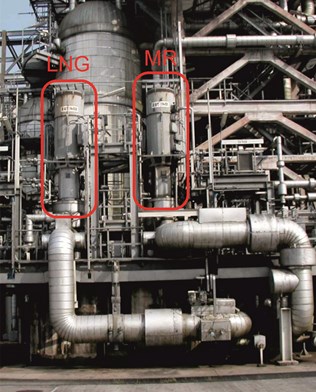
FIG. 3. Liquid expanders in the liquefaction process: the mixed-refrigerant expander (left), and the LNG expander (right).
As a cryogenic machine, the liquid expander takes in high pressure and extremely cold liquids and reduces the pressure and stream through the turbine. With the added pressure from the liquid, it is used to run the generator, effectively functioning as a pump in reverse. In more specific terms, the variable-speed, mixed-refrigerant expander isentropically expands heavy mix refrigerant from the main cryogenic heat exchanger and flashes it back to a different part of the heat exchanger at a lower pressure and lower temperature. A Joule-Thomson valve expander is used to regulate the expansion, preventing the stream from flashing into two phases inside the expander. It is also used as a back-up in case the expander goes down.
How is the liquid expander monitored? An overview of the monitoring techniques is shown in FIG. 4. This includes vibration, the phase-reference process data and performance-monitoring calculations.
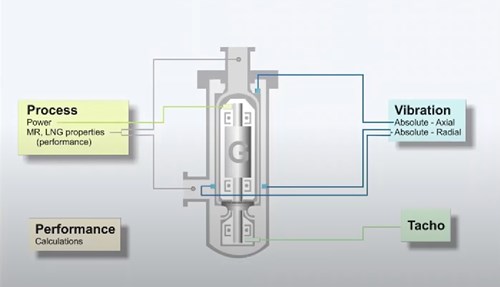
FIG. 4. Monitoring techniques used for the liquid expander.
For vibration monitoring, there are two X-Y accelerometers located on the middle bearing. There are quite a few potential failure modes that can be detected from the bearings and the rotor turbine, including flow disturbance, and obstruction and thermal expansion problems. The tacho measurements (i.e., phase/reference) are normally used for triggering measurements, tracking measurements, phase reference and for determining speed. Process measurements are imported for correlating with vibration measurements and used as input for calculating performance parameters. Process measurements are also used for triggering more detailed analysis after an event and are used for input variables for the actual performance calculations. Performance monitoring is used to calculate power consumption, pressure ratio, turbine efficiency and the overall thermal efficiency.
Case study. At one LNG plant, the mixed-refrigerant expander on all the trains had been working for several years without a mishap, until a bearing fault was suddenly detected on Train 4 during a routine start-up. Not long after that, there was a similar incident at another LNG plant, so the author’s company’s specialist was asked to perform a root cause analysis.
It was the middle bearing that was affected, as shown in FIG. 5.
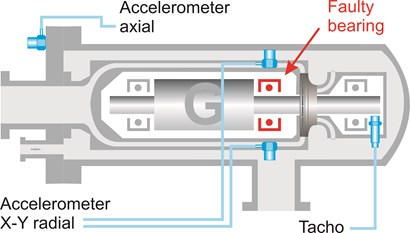
FIG. 5. Sensors installed on the mixed-refrigerant expander.
As seen in FIG. 6, the vibration level increased after the first start-up. The expander was shut down and immediately started up again. Afterwards, the vibration restarted as before and was shut down a second time for inspection. No problem was found, so it was started up a third time and again the vibration increased but a little more dramatically. Finally, the machine was stopped for maintenance, and a specialist was called in to perform a root cause analysis of the problem.
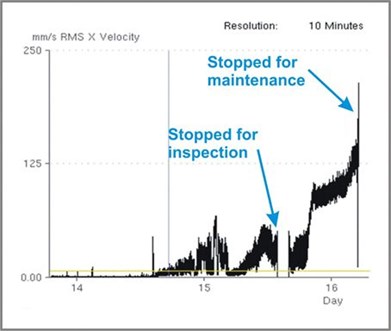
FIG. 6. Accelerometer velocity amplitude trend showing the increase in vibration from the first start-up after an overhaul until the last shutdown for maintenance.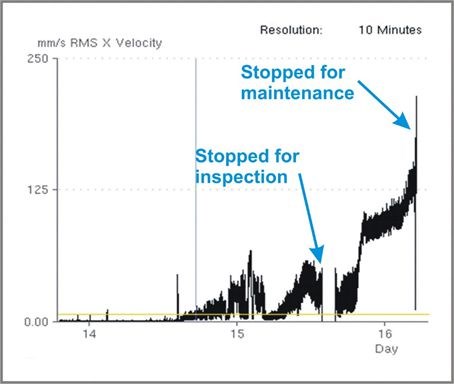
After reviewing the data, it was determined that the premature failure of the bearings was caused by a recent change in the startup sequence in the expander for Train 4. During the traditional startup sequence, the mixed-refrigerant cooldown streamed into the expander through special channels to the bearings to precool them before the expander was put into operation. A modified startup sequence was expected to save time to reach normal operation. This procedure was implemented by the plant manager on a single train to test it out, and the intended purpose for this modified procedure was to shorten the precooling time by passing the cooldown stream in the normal mixed-refrigerant stream simultaneously—which is at a lower pressure—through the bearings’ channels in the expander. This recommendation was also given to another LNG plant to test. Unfortunately, immediately after the new startup sequence was implemented, there were problems. Although there was no load on the mixed-refrigerant compressor expander, the rotor began to spin anyway due to the mixed refrigerant cooldown stream flowing through the turbine. This flow caused the turbine to turn, and this turning motion damaged the bearings before they were precooled enough to shrink, causing the bearings to fail prematurely.
Although the bearings were in bad shape, there was no catastrophic failure of the expander itself. Fortunately, during the time of the new startup sequence, the monitoring system could detect the rapidly progressing fault of the liquid expanders at both LNG plants before the protection system tripped. This manual shutdown allowed for a proper shutdown sequence, which would not have been the case if there was a protection system trip. After this case, the new startup sequence was discontinued, and the original one was reimplemented.
Takeaway. Oftentimes, when one thinks of machine condition monitoring, one thinks of detecting faults at an early stage of development due to wear and degradation of machine components. For those users who feel their machines operate at a constant load and speed, they may feel that failure is predictable, and they do not need special condition monitoring functionality. However, there are many other kinds of faults that can occur that lead to premature failure, such as manufacturing defects, assembly error, lack of cooling or lubrication and even process-related conditions such as overpressure and cavitation, among others. In this case study, it was an operational fault during start-up. Although machine component degradation and wear may be straightforward as far as detection and diagnostics go, it may be more complicated for the other types of faults mentioned. These may be more difficult to detect early with basic measurements and require more expertise support to diagnose, as was demonstrated in this case study.
ABOUT THE AUTHOR

Mike Hastings is a Senior Application Engineer with Brüel & Kjær Vibro, where he has been working for the past 32 yr. He is currently working with strategic market development, analysis and communications. He is also a convenor for an ISO work group for creating standards for condition monitoring and diagnostics of machines.


Comments