
Canned sealless pumps for hazardous applications—Part 2
The oil and gas industry has many applications that are toxic or hazardous, where process fluid leakage is not permitted and leads to health, safety and environmental impacts. Caustic/acidic applications, high benzene concentrations, hydrogen sulfide-rich oil/gas and liquids operating above their auto-ignition temperatures are examples of such liquids that pose a risk to operations. For these types of hazards, special arrangements must be in place to ensure a safe operating environment.
Pumps in the industry require special attention, especially in the interface between the fluid and the environment where potential leakages can happen. Currently, several alternatives to traditional seals are being employed, such as sealless systems, which are hermitically sealed from atmosphere and do not require sealing. This technology is considered relatively new and requires more studies to understand the limitations and factors associated with its operation. These studies, which include financial and maintenance factors and design limitations, should be implemented to gain a mature and reliable technical solution that is available to end users.
Part 1, featured in the November issue of Gas Processing & LNG, focused on the evolution of sealless pumps, canned sealless pumps, factors in determining the best pump to use in hazardous and toxic services, and other benefits of canned sealless pumps. The following will discuss maintenance/operations factors, design factors and limitations, and the authors’ operating experience using canned sealless pumps.
MAINTENANCE AND OPERATION FACTORS
The following are several maintenance and operation factors in using canned sealless pumps.
Integral design. The canned sealless pump is by design enclosed, with no parts exposed to the atmosphere. The motor is integral to the pump, and internally cooled and powered.
Dry running, venting and startup procedures. Dry running is the enemy of canned sealless pumps. In fact, a survey of several operating facilities revealed that the most common failure mode for sealless pumps is dry running.
Special consideration must be taken regarding startup procedures for canned sealless pumps. Canned sealless pumps are very susceptible to dry running, and severe damages can occur in a very short period. Canned sealless pumps’ bearings are usually designed with carbon graphite or ceramic materials. Considering that the pump depends on process liquid for cooling, the temperatures in the bearing can reach very high levels if not lubricated, and damage will take place very quickly.
FIG. 4 shows the damage to the shaft from improper priming/venting during startup, resulting in pump dry running. The damages can be severe to the bearings and the shaft. For this reason, it is recommended to include a level sensor set as startup permissive for dry run protection to prevent pumps running dry and causing such damages to the pump.
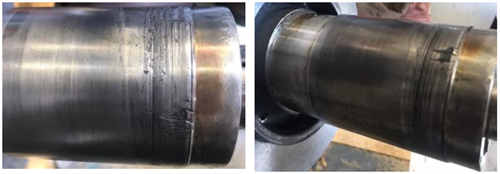 |
| FIG. 4. Canned sealles pump shaft damage due to improper startup procedures. |
Piping strain effect. The canned sealless pumps does not require any alignment between the motor and the pump. For this reason, the effect of piping strain on the pump might be easily neglected vs. motor/sealed pumps, which require perfect and maintained alignment. It is crucial that during installation, the piping strain is carefully measured and adjusted. From a design point of view, piping designers should minimize the tolerances to minimize the offset between flanges, and accordingly, the resulted strain.
Mean time between failure (MTBF). According to literature, canned sealless pumps can achieve
10 yr–12 yr of MTBF, provided that the design is well constructed and accounting for design aspects identified within this article.
In comparison, FIG. 5 shows the API 610-compliant pumps statistics for failure causes. It is obvious that mechanical seals account for nearly 56% of failure, which is eliminated when choosing canned sealless pumps. Furthermore, with canned sealless pumps, failures due to alignment and couplings are eliminated, decreasing the chances of failure. The main idea is that sealless pumps are comprised of less elements vs. conventional sealed pumps; hence, the reliability of canned sealless pump is higher. This implies that if a canned sealless pump is well designed, it should require little to no maintenance, and is only limited by the life ycle of the internal parts.
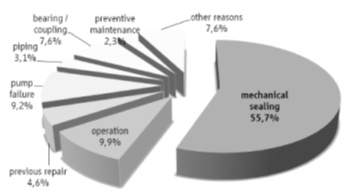 |
| FIG. 5. API 610 pump failure statistics. |
DESIGN FACTORS AND LIMIATIONS
API 610 centrifugal pumps offer high versatility, with a variety of designs for a range of applications, supported by the API standard. Conversely, canned sealless pumps lack support from API for anything different from single-stage overhung pumps.
API 685 standard limitation. The API 685 standard provides support only to single-stage overhung pumps in both vertical and horizontal configurations. Conversely, API 610 covers a wide range of applications, such as overhung pumps, between-bearings pumps and vertically suspended pumps. This fact does not stop the vendors from proposing and designing pumps (based on manufacturers know how) that are multi-stage with various configurations. In fact, from the authors’ experience, running a multi-stage canned sealless pump in clean hydrocarbon service was proven to be reliable, with almost no maintenance requirements and no failure history. Designers should note that when electing to select a multi-stage canned sealless pump, one should rely solely on the vendor’s recommendations without a reference standard as a roadmap. It is advisable that the best guide for selecting such a configuration is to lean on the experiences provided by the vendors, and critically see how your design compares to other installations. The rule of thumb for designs outside the governance of API 685 is to rely on experiences that have been installed, running for more than 2 yr and free of reliability issues.
Sensitivity to solids. Another design factor to be noted is the solid contents. Most conventional sealless pumps rely on the process fluid to provide lubrication to the bearings. If the process fluid has a high solids content, flow around the bearings becomes constricted, leading to increasing temperatures in the bearings and a potential bearing failure. A certain amount of solids can be managed by providing an inline self-cleaning filter that filters the liquid taken from the pump’s discharge. Clean liquid is sent to the bearings for lubrication. Trapped solids are washed away through the discharge pipe. Operators should perform a time-based check on the inline filter on a frequent basis. Should the filter become blocked for any reason, the flow of the clean cooling liquid will be restricted. An alternative to the inline filter can be the centrifugal separator, which might be ideal for solids segregation, although it should be noted that centrifugal separator efficiency is dependent on the density difference between the liquid and solid particles. Therefore, knowledge of the two phases must be the basis of choosing one of the solutions mentioned above.
Viscosity limitation. The viscosity of the liquid pumped is vital in determining if the canned sealless pump is applicable for any selected service. Viscosity plays a role in the cooling effect on the bearings, as the circulation flow and heat dissipation heavily rely on it. Low viscosity services [< 0.3 centipoise (cP)] will reduce the ability of the bearing system to develop a sufficient fluid film to support the shaft, which will ultimately induce shaft rubbing and damage. Conversely, high viscosity services (> 200 cP) is not recommended for canned sealless pumps. This is because the viscous liquid will introduce drag losses, which decreases the efficiency of the system and the lubrication required by the bearings.
High temperature considerations and sensitivity to high vapor pressure (volatile) liquids. As the canned sealless pumps are highly dependent on the process liquid cooling, the fluid temperature is one of the key factors that collaborate to increase the reliability of the pump. The increase in temperature can be destructive to bearings and cause the fluid viscosity to decrease. In turn, the cooling film dissipates the heat from the bearing/shaft interface. In the special case of volatile and high vapor pressure liquids, the temperatures in the bearing area can exceed the boiling point of the liquid. In this case, the liquid will vaporize and starve the bearing from the required lubrication and will lead to destructive consequences to the bearing and pump as a result.
For this reason, it is highly recommended that for high temperature and high vapor pressure process services, cooling systems should be in place, and should be designed to keep the flow well below the boiling point of said liquid. API 685 Figure D.4 provides the possible cooling arrangements that can be utilized.
Power limitation (> 300 hp). Generally, it is recommended that canned sealless pumps are utilized only for services that require a motor rating below 300 horsepower (hp), unless there are major improvements in canned sealless pumps technology. This recommendation is made because of the following factors:
- High axial thrust forces: Canned sealless pumps are usually designed with thrust collars, which does not tolerate much thrust forces. The variations in process will introduce cyclic thrust loads, which would decrease the life span of said bearings. For higher energy pumps, it is highly recommended that impellers be fully enclosed to reduce these loads.
- Increased radial load: The loads resulting from the weight of the rotor are considerable and translate to high loads on the bearings. As a comparison, for high energy conventional pumps, hydrodynamic bearings with a forced lubrication system are required. For the case of canned sealless pumps, it is difficult to have such an arrangement; hence, the efficiency of the bearing system is likely to decrease.
- Internal cooling limitation: The bigger the pump rating, the higher the loads exerted on the bearing system, and the more cooling required. The cooling for the rotor and bearings must be continuous and within specifications. The design of the sealless pump should take into consideration the heat generated from the impeller, motor heat losses and bearing heat generated. The combined effect would result in relatively higher temperatures, which must be dissipated. A higher flow of cooling circulation flows are required accordingly. These reasons will collaborate to decrease the efficiency of the high-energy canned sealless pumps and decrease the design reliability.
Polymerizing or crystallizing liquids. As described in the previous sections, the cooling of the bearings is of paramount importance to canned sealless pumps. The issue with polymerizing and crystallizing liquids is temperature variations. The phase of the liquid is highly dependent on the temperature, which should be within a certain range to stay in the liquid state. For such applications, this challenge can be more destructive if the pump is intermittent or in standby mode. Furthermore, as these liquids settle, they tend to solidify and might cause adhesion of internal parts, which introduces higher torque requirements from the motor and causes overheating of the motor.
Filtration impact. To maximize the lifecycle of canned sealless pumps, the elimination of solids is the most advantageous practice. Filtration of the inlet stream and flushing lines can prevent most of the identified reliability short falls. For this reason, it is highly recommended that the canned sealless pump is designed to knock off all solids before reaching the pump, which in turn, increases the lifespan of the pump drastically.
OPERATIONAL EXPERIENCE
From the collaborative experience running canned sealless pumps in Saudi Aramco facilities, the authors managed to narrow down a general criterion where canned sealless pumps are not recommended. These include the following:
- Liquids with magnetic particles
- Viscosity < 0.3 cP or > 200 cP
- Solid particles higher than 0.25% wt
- Motor ratings > 300 hp
- Highly polymerizing or crystallizing Fluids.
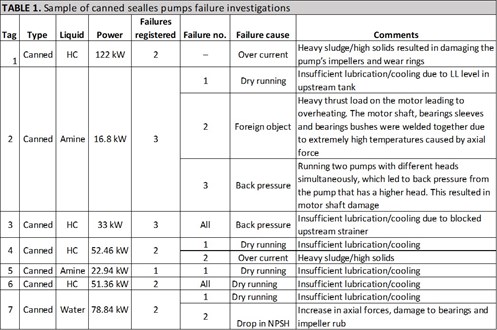
Saudi Aramco operates more than 200 sealless pumps, which has enabled the organization to gather considerable operational experience. TABLE 1 details a sample of failure investigations, presented to show the most failure causes witnessed within the company’s facilities.
It is notable from TABLE 1 that the most cause of failure is by the pump dry running, either directly or indirectly. It is apparent that dry running is the most destructive cause for canned sealless pumps.
An example presented in Case 2 in TABLE 1 is shown in FIG. 6. This provides a great example for the importance of sufficient instrumentation to prevent dry running scenarios. This case happened because the upstream tank was not equipped with a level transmitter, and the pump was not equipped with dry running protection. In this case, the operators had no indication that the pump was running dry. In this case, the pump was configured with dry running protection, which eliminated the mentioned causal factor.
 |
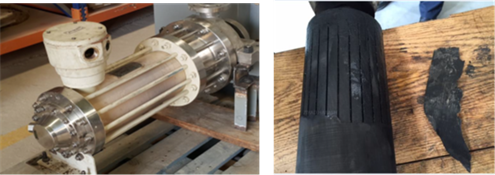 |
| FIG. 6. Motor overheating signs due to dry running. |
FIG. 7 shows an example on the importance of pump selection based on confirmed and verified process parameters and stable flow. The axial thrust is handled in two ways in canned sealless pumps: by thrust collars and by the system hydrodynamics.
 |
| FIG. 7. Case 7: A drop in NPSH caused high axial force and damage to bearings. |
As shown in FIG. 8, the thrust forces are balanced hydrodynamically by the internal pump geometry and the process pressure. The variations in flow and pressure can lead to high axial forces on the pump, causing major rubbing and damage to the bearing and impellers. For such a case, the differential pressure of the upstream filtration system should be monitored rigorously to avoid the variations to the pump and accordingly increase the reliability of the pumping system.
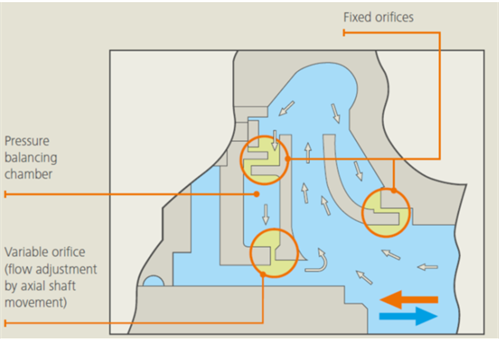 |
| FIG. 8. Axial thrust balancing for canned sealless pumps. Photo courtesy of LEWA GmbH-Nikkiso Pumps. |
Takeaway. In this two-part article, the authors have discussed different aspects to be considered when deciding to select a canned sealless pump during the design stage, and how the canned sealless pump compares to the API 610 sealed pump in terms of financial, design and maintenance factors. Designing the canned sealless pump is the most important stage. Here, users can design for efficient and financially smart pumps, where zero failures can be achieved during its lifecycle. This article has collaborated knowledge from users’ perspectives, and international and local standards to present a roadmap that can aid designers in the development stage. GP
REFERENCES
- API, “API 682, 4th Ed.: “Pumps—Shaft Sealing Systems for Centrifugal and Rotary Pumps,” API, Washington, D.C., 2014.
- API, “API 610, 11th Ed.: “Centrifugal Pumps for Petroleum, Petrochemical and Natural Gas Industries,” API, Washington, D.C., 2011.
- ASME B73.3, “Specification for Sealless Horizontal End Suction Centrifugal Pumps for Chemical Process,” ASME, New York, 2015.
- ISO 15783:2002, 1st Ed., “SEAL-LESS Rotodynamic Pumps—Class II—Specification,” ISO, Vernier, Geneva, Switzerland, 2002.
- Hernandez, T. “A Users Engineering Review of Sealless Pump Design Limitations and Features,” International Pump Users Symposium, 1991, online: https://oaktrust.library.tamu.edu/bitstream/handle/1969.1/164247/P8129-145.pdf?sequence=1&isAllowed=y
- Alkhowaiter, A., “Extreme Reliability: Achieving Zero Maintenance with Hermetic Centrifugal Pumping Applications,” 2020.
- Mulholland, R., “Maximizing Reliability in Sealless Pump Operation,” Pumps & Systems, 2001.
 |
Abdulrahman Al-Sultan is Gas Turbine and Diesel Engine committee member in Saudi Aramco. He joined Aramco in 2015. He earned an MBA in engineering science from the University of Wisconsin Milwaukee.
 |
Shuja Alharbi works at Saudi Aramco. He is a certified PMP with more than 14 yr of experience in the oil and gas industry, turbomachinery and static equipment. He earned a BSc degree in mechanical engineering.


Comments