
Optimum air exchangers fans control selection in distillation columns
Air exchangers are commonly used in distillation columns to remove heat generated by the columns’ reboilers, and use the lower temperature product as reflux. The target temperature in the air exchanger outlets can be controlled by several methods, such as louvers, pitch controls (on the fan blades) or variable-speed motors.
Failure to control the target temperature from the air exchangers can lead to energy losses, additional heat requirements and lost product specifications. Most air exchangers consist of several parallel units, covering a large area that makes it difficult to control the target temperature by solely depending on using air exchanger fans on-off (as a step-control).
Various target temperature controls for air exchangers can be made through the following applications:
- Louvers: A set of angled slats fixed or hung at regular intervals to allow air or light to pass through.
- Variable-pitch mechanism: Axial fans usually have a variable pitch—with blades that change pitch in operation—so that the amount of airflow is furnished to meet the requirements for a particular heat exchanger.
- Variable-speed motor: A variable frequency drive or similar technology that is installed to control motor speed and torque.
- Fin fan step-control on-off: The sequential shutdown or startup of fan motors to stop or allow airflow through exchangers.
Louvers tend to be large, awkward and easily damaged. The variable-pitch mechanism has been used for control but seems to feature deadband or hysteresis. The combination of air exchanger fan step-control (on-off) and variable-speed motor was determined to be a better choice for control.
In the following sections, a demonstration is detailed to select the optimum number of variable-speed motors for distillation columns in an NGL fractionation process (depropanizer column) while configuring the rest of the air exchangers fans to be switched on-off, based on their temperature control range limits.
NGL FRACTIONATION DEPROPANIZER DISTILLATION COLUMN
The depropanizer column is a distillation column used to recover the propane product from the natural gas liquid (NGL) feed stream to the column. FIG. 1 shows a typical layout of the column and associated equipment.
 |
| FIG. 1. A typical layout of a depropanizer column and associated equipment. |
The selected depropanizer column contains a high number of air exchanger fans. The objective is to determine the optimum number of fans to be equipped with a variable-speed motor, and the rest will each be assigned a step-control (on-off).
To reach this objective, it is essential to define the minimum acceptable temperature (MAT) with the available reboilers and air exchanger duties. These minimum temperatures can be used while varying the ambient weather temperature to define the number of required fans.
Operation stability and MAT in reflux. In this section, the air exchanger minimum reachable temperature is determined by the duties available in the top and bottom sections of the column, by an air exchanger in the top section of the column and reboilers in the bottom section.
The bottom temperature control in cascade with the steam flowrate to the reboiler—shown for both the summer and winter cases—is detailed in TABLE 1.
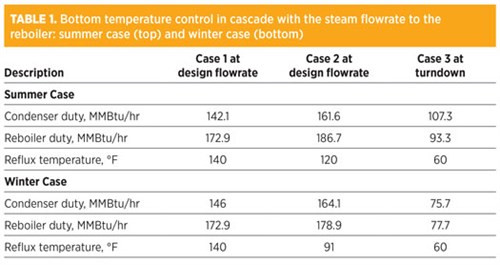 |
Assumptions are based on the following:
- Feed/reflux ratio is maintained without change
- Condenser outlet temperature is reduced
- Reboiler and condenser duties are calculated
- Reflux minimum temperature is calculated at maximum duty of condenser or reboiler
- Product specifications shall be met for all cases.
where:
Condenser design duty (MMBtu/hr): 164.1
Reboiler design duty (MMBtu/hr): 186.9
Product specifications: C4 in the distillate ≤ 0.0150 vol% and C3 in the bottom ≤ 0.0066 vol%
Feed/reflux ratio (wt): 1.088
Condenser meets the thermal and hydraulic requirements.
The top temperature control in cascade with the reflux—for both the summer and winter cases—is shown in TABLE 2.
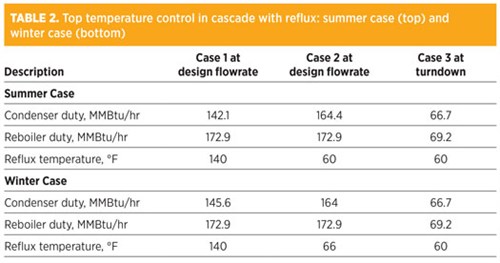 |
The following assumptions and basis are used:
- Steam flowrate to the reboiler is maintained
- Reflux flowrate and temperature are changed until the design duty of the condenser or reboiler are achieved
- Reflux flowrate shall be higher than that managed at turndown condition
- Feed flowrate is maintained constant
- Product specifications shall be met for all cases.
where:
Condenser design duty (MMBtu/hr): 164.1
Reboiler design duty (MMBtu/hr): 186.9
Product specifications: C4 in the distillate ≤ 0.0150 vol% and C3 in the bottom ≤ 0.0066 vol%
Feed/reflux ratio (wt): 1.088
Condenser meets the thermal and hydraulic requirements.
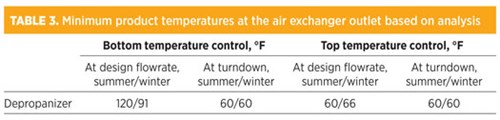
TABLE 3 summarizes the minimum product temperatures at the air exchanger outlet from the above analysis.
 |
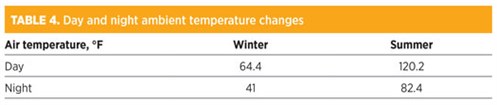
Days/nights temperature variability vs. air exchanger operation/control. Each air exchanger bay consists of three fans, as indicated in FIG. 2. The day and night ambient temperature changes naturally. The maximum product temperature at the condenser outlet (= 140°F) was analyzed with the given ambient conditions in TABLE 4 to determine the required arrangement of variable-speed motors and step-control on-off.
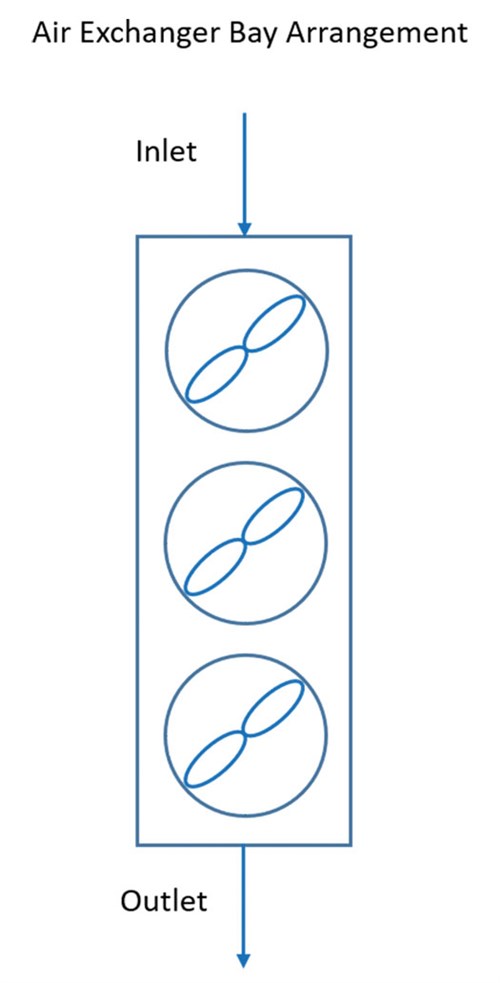 |
| FIG. 2. Air exchanger bay arrangement. |
 |
The number of fans in operation [on-off fans and variable-frequency drive (VFD) fan)] have been validated at maximum flowrate (summer), minimum flowrate (winter) and turndown conditions (FIG. 3), using the heat transfer coefficients “Uclean” and “Udirty” for temperature intervals between day and night.
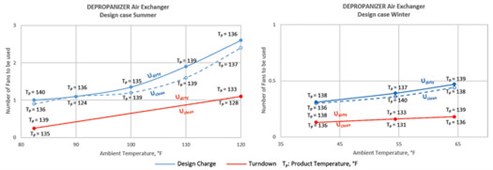 |
| FIG. 3. Number of fans to be used during summer and winter cases. |
It has been proven that the maximum product temperature at the air exchanger outlet (= 140°F) can be maintained using a sequential control on-off in combination with one modulating fan, as summarized in TABLE 5.
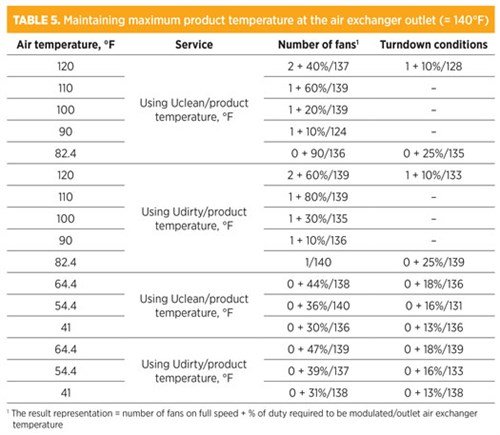 |
Takeaway. Through the analysis described here, it was determined that each air exchanger bay (comprising three fans) can be configured with two fans, based on on-off control, while the third fan can be modulated through variable-speed motors. The analysis provides a means to establish the optimum selection of the control combination between variable-speed motors and on-off step controls. This minimizes capital costs in equipping all fans with variable-speed motors, and lowers operating costs by establishing the correct control method. GP
 |
TURKI ALGHAMDI is a Process Engineer with Saudi Aramco. He specializes in gas and NGL fractionation processing facilities with hands-on experience in project management through various execution phases, design, construction and facilities startups. He earned a BSc degree in chemical engineering.
 |
SHUJA ALHARBI is a Mechanical Engineer with Saudi Aramco. He is a certified Project Management Professional (PMP) with more than 13 yr of experience with turbomachinery and static equipment in the oil and gas industry. He earned a BSc degree in mechanical engineering.


Comments