
New in Gas Processing Technology
A. Blume, Editor-in-Chief
Edge LNG greatly expands in Marcellus
Edge Gathering Virtual Pipelines 2 LLC (“Edge LNG”) has been selected by EXCO Resources to capture and liquefy gas from a stranded well in the Marcellus shale. Initial operations are underway and expected to continue through 2022.
The agreement will see Edge LNG deploy its fully mobile, truck-delivered LNG equipment to the Marcellus site, including three Cryobox liquefaction units, with the potential to expand through the rapid deployment of additional units.
The process, created by Galileo Global Technologies and deployed exclusively by Edge LNG in North America, can be delivered to any site accessible by road. After setup and safety checks, production can begin within hours, with minimal investment required of the site owner and no need for pipeline infrastructure.
Edge LNG will both produce the LNG and purchase it from EXCO Resources. This LNG will then be sold and delivered to customers in the northeast region via its truck-based virtual pipeline, where it will be used to provide natural gas to homes and businesses. Additionally, Edge LNG expects this deal to generate surplus LNG beyond these agreements, allowing it to expand its customer base.
In a challenging operating environment, the technology can help operators by maximizing the value of their assets and providing new sources of revenue. Edge LNG has a number of projects underway, and expects to have its technology deployed and producing LNG
in the Permian and the Bakken, in addition to the Marcellus, before the end of 2020.
The announcement follows deals completed by Edge LNG in recent months, which saw the company successfully monetize other producers’ sources of previously stranded gas in the Marcellus and deliver it as LNG to New England utilities. Edge LNG’s stakeholders include specialist international private equity firm Blue Water Energy and Galileo Global Technologies.
High-pressure oxygen analysis allows gas return to process
 |
Venting a sample gas to the atmosphere after it has been analyzed is often undesirable for environmental reasons. However, returning the gas to a process at high vent pressures can be difficult and expensive. When it is not permissible to discharge calibration gases containing oxygen back into the process, a complex sampling system may be required. However, a technological solution can be utilized that allows the sample gas to be analyzed at elevated pressures before returning directly to the process.
Traditionally, most extractive gas analyzers for oxygen have used a measuring cell, which operates at atmospheric pressure, with the sample gas then vented to the atmosphere. In recent years, however, many countries have introduced environmental legislation preventing the release of many process gas streams—including hydrocarbons, toxic and corrosive compounds, and flammable mixtures—to the atmosphere.
A simpler method for oxygen analysis. An easier solution can be implemented using an oxygen analyzer with a specially adapted paramagnetic sensor with pressure compensation. This is suitable for pressures up to 310 kPa (45 psia/30 psig) and O2 concentrations up to 21%. Using this analytical solution, it is possible to utilize a sample conditioning package that is simple to operate and maintain.
By using the newer technique with the high-pressure analyzer, all the extra components previously required can be eliminated. The gases can be piped directly to the analyzer and then back to the process. In addition to cost savings and system simplicity, a further benefit is that the need for a continuous supply of inert gas for the aspirator is removed.
A further benefit obtained from using an oxygen analyzer at higher pressures is its ability to measure lower concentrations of O2 with a higher degree of accuracy. For example, a paramagnetic sensor at atmospheric pressure has the lowest range of 0%–1%, with 0.1% O2 being the smallest meaningful measurement that can be made.
However, if the cell vent pressure is elevated to 20 psig, thereby increasing the number of molecules in the cell, it becomes possible to take the reading down to 0.05% O2. While this difference may be small, it often offers an effective alternative to measurement techniques that are more intensive in terms of labor and materials.
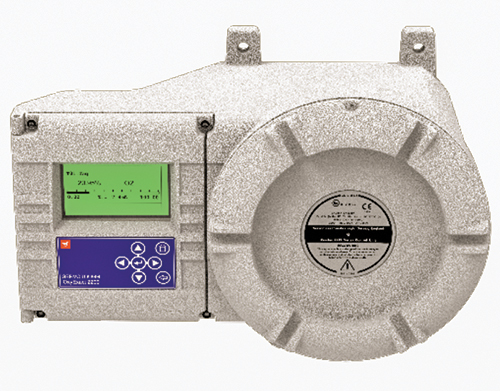
A high-specification analytical solution. Servomex’s recommended solution for high-pressure oxygen analysis is the SERVOTOUGH OxyExact 2200 analyzer, which combines paramagnetic sensing technology
with a robust design.
Rated at SIL 2 for easy integration into safety systems, it is designed to operate in hazardous areas, meeting compliances for ATEX, IECEx, CSA and FM for Zone 1 and Division 1 monitoring. Up to six oxygen transmitters can be linked to a single control unit, delivering high performance and adaptability, particularly where voting systems are required for oxygen monitoring.
The high-pressure capability of the OxyExact 2200 analyzer is ideally suited to flare stack analysis in many hydrocarbon processing applications. There is a need to monitor and control the amount of O2 in the flare,
as this prevents a potentially explosive gas mixture from building within the flare system. It eliminates the risk of flammable gas and O2 igniting, causing a flashback of burning gases into the plant.
Typically, alarms are in place to provide an alert when the O2 level exceeds 1%, so an accurate, timely measure of O2 is important to maintain plant safety. Paramagnetic sensing is one of the safest and most reliable methods of monitoring O2 in the hazardous conditions of the flare. In addition, the integrated pressure compensation used by the OxyExact 2200 analyzer not only compensates for barometric pressure, but also for the backpressure variations found in the flare stack.
Waste gases throughout the plant meet at the vent header, so O2 content at this point must be accurately and continuously monitored. In vented hydrocarbons, the safe level is 0%–1% of O2, so low-level detection accuracy is essential.
Pressure at the vent header is dictated by the process pressures that connect to it, so the sample being measured is generally considered as pressurized (i.e., over 16 psia). OxyExact 2200 can operate with vent pressures up to 45 psia. Using the high-pressure technology solution provided by OxyExact 2200, plant flares can achieve the highest levels of efficiency and safety, and better comply with all regulatory standards.
Control unit eliminates emissions from gas processing
Chemical plants and gas processing facilities use chemical analysis instrumentation that vent samples
to the atmosphere. These fugitive emissions are air pollutants that contribute to worldwide pollution problems. Analytical Systems Keco introduces a Fugitive Emission Control Unit that helps eliminate these harmful emissions exiting from analyzers and GC vents to meet environmental compliance while avoiding the need for gas flaring associated with air contamination.
Through a catalytic combustion process, the Fugitive Emission Eliminator oxidizes the vented sample, converting hydrocarbons to CO2 and water vapor, while maintaining a stable outlet vent pressure to the atmosphere. This process avoids backpressure on analyzer vents, which can disrupt readings of analytical instrumentation. By utilizing a continuous heat source, the Fugitive Emission Control Unit maintains an oxidation process that is effective on 99% of fugitive emissions.
Designed for operation in Class I Division I, Groups B, C and D, and Zone 1 Temp T3B, Ex Group IIB and H2 environments, this fugitive emission controller is constructed of stainless steel, aluminum and a platinum catalyst. With a compact package size of 19 in. high and 3 in. diameter and weighing less than 10 lb, the Fugitive Emission Control Unit easily connects to analyzers and GC vents, even in locations where space is limited.
Croatia’s new LNG terminal to start in January fully booked
 |
Croatia’s floating LNG terminal on the northern Adriatic island of Krk will start operating on January 1, 2021, having its full capacity booked for the next few years. The project allows the achievement of security of gas supply for Croatia and the EU. Due to higher competition on the gas market, gas prices in Croatia are anticipated to fall.
The capacity of the Krk LNG terminal is roughly 2.5 Bm3y of gas. The terminal capacities reportedly have been sold out until October 2023. For the following four years, until October 2027, approximately 2.1 Bm3y of gas has already been contracted. From 2027–2030, LNG Croatia has already locked in 1.14 Bm3y of gas sales.
The companies that booked the capacities include Powerglobe Qatar LLC, Hungary’s state-owned energy group MVM, the Croatian unit of Swiss-based MET Holding, and two Croatian energy firms. Projected revenues for LNG Croatia are expected to surpass €100 MM ($113 MM) in the next 5 yr.
Honeywell deploys cybersecurity software at Al Zour LNG
 |
Honeywell and Kuwait Integrated Petroleum Industries Co. (KIPIC) have extended their strategic collaboration, signing a 5-yr, multimillion-dollar contract for services to protect, maintain and optimize operations at the Al Zour refinery and LNG terminal in southern Kuwait.
The contract will see the deployment of Honeywell Forge, an advanced Enterprise Performance Management software platform with robust cybersecurity capabilities that simplify, strengthen and scale industrial cybersecurity operations. The implementation will bolster network and endpoint security at KIPIC’s new crude refinery and LNG import facility. Honeywell Assurance 360, a performance-focused service management program, will also be implemented at the sites.
To better secure critical operational technology (OT) assets and operations from evolving cybersecurity threats, KIPIC will use Honeywell Forge Cybersecurity Software to safeguard cybersecurity performance and increase the visibility of vulnerabilities, mitigate risks, and improve cybersecurity compliance and management efficiency. This will include the creation of cybersecurity policies and procedures, audits and assessments of enterprise processes and assets, and training programs to help ensure 360-degree cybersecurity protection.
Under the terms of the Assurance 360 service agreement, Honeywell will work with KIPIC to maintain, support and optimize the performance of its facilities while maximizing uptime and reducing operating costs. The multi-year strategic agreement will help ensure automation assets are kept secure and reliable, while providing KIPIC with predictive maintenance and performance insights designed to help meet and exceed production goals and manage total cost of ownership.
Simple and accurate gas calibration
 |
Signal Group has launched a new, highly accurate and simple-to-operate version of its Gas Divider, the Model 821S. Designed for testing the linearity and calibration of almost any gas analyzer, the 821S requires only one calibration gas and a zero gas to conduct a full-range calibration check.
The linearity of all gas analyzers should be checked regularly as part of an effective QA/QC regime. To conduct a reliable, accurate check, users simply connect the calibration gas, the zero gas and the outlet flow connector to the analyzer to be tested, and then switch the calibration gas in 10 equal steps from zero to the full concentration.
The steps are accurate to within 0.2%, and a calibration certificate is supplied with each instrument. Repeatability is 0.5% of the dilution step. European and U.S. standards specify 2% accuracy, so if the 10% dilution is selected, then 500 ppm will be diluted to 50 ppm with an uncertainty of 0.25 ppm—significantly better than the +/– 1 ppm required by international standards. Signal has published a new brochure on the Model 821S Gas Divider at it website.
RTK Introduces REflex control valve
 |
RTK, a CIRCOR International brand, introduced the REflex Quick Change Seat Control Valve with REact 30 DC-PoP smart actuator, a flexible, all-in-one solution for noise reduction and high-pressure-drop applications.
The REflex QCS Control Valve assembles and disassembles in four quick steps without the need for special tools, accelerating maintenance by up to 85% for efficiency and cost savings. Plus, tool-free seat exchange allows for quick adaptation to changing conditions. Featuring optimized, high-capacity flow paths and interchangeable trim, the
two-way REflex QCS Control Valve supports a variety of media and meets NACE standards for use with abrasive liquids and gases.
The REflex QCS Control Valve is highly customizable for lower flow and higher pressure drop and available in one or two stages, as well as a range of sizes, pressure classes and end connection types. All REflex valves are available either as ANSI or DIN, ensuring that direct replacement is always possible. Ideal for power, process, industrial, chemical, petrochemical, LNG, refrigeration technology and oil and gas applications, these valves excel at control and shutoff of liquids and gases, feedwater boiler filling, superheater startup, and as relief valves.
The REact 30 DC-PoP actuator equips the REflex QCS Control Valve with smart valve technology to ensure system safety in any situation. When operating in normal conditions, the REact 30 DC-PoP’s intelligent, high-efficiency, brushless DC motor can be adjusted to four separate speeds for energy savings and precision. These systems are
also easily interconnected for remote monitoring.
In case of power failure, the two system-saving functions—the standard emergency closing unit and a power off positioning module—smoothly open or close to predefined safety end positions. Automatic return to closed-loop control is possible without any external components or wiring, ensuring that the valve resumes normal duties when the plant returns to normal operations. GP


Comments