
Smart coolant for NGL processing in very hot regions
H. Y. Noh, Saudi Aramco, Yanbu, Saudi Arabia
A propane refrigeration system, consisting of a compressor, air coolers, an expansion valve and an evaporator, is commonly used for deethanizer overhead cooling in the oil and gas industry. Air temperature plays a key role in determining the efficiency of the air coolers and, therefore, the entire refrigeration system. Extremely hot ambient temperatures in the Middle East often lead to reductions in efficiency and limitations of cooling capacity. As a result, gas plant operators may end up losing more profitable components to less valuable product streams, or they must curtail the feedrate to some extent before the product goes off-spec in extremely hot conditions.
To overcome this challenge, an initiative is proposed to enhance the efficiency of a propane refrigeration system by synthesizing a new heat exchanger downstream of the air fan cooler [125°F–145°F (51.7°C–62.8°C)]. It is essential to find the right process stream to be heat-exchanged as a coolant without any process issues, rather than costly utilities. An investigation found that the propane product stream [105°F (40.6°C)] after the dehydration unit in the NGL treating area is the best source.
A study was conducted using proprietary process simulation software. The simulation included a heat exchanger design and rating simulation, where heat exchanger size was calculated and attained. The study found that the coefficient of performance (COP) for the propane refrigeration system could be increased by approximately 5%. With enhanced cooling capacity, a more valuable propane component can be significantly recovered from the ethane product stream in the deethanizer column, creating more economic benefits.
Process background. The deethanizer is a fractionation column used in NGL fractionation plants to separate C2+ into C2 and C3+. C2+ is a feedstock, while C2 and C3+ are products at the top and bottom of the column, respectively. As a product, C2 is supplied to committed customers, and C3+ flows into the depropanizer column, where C3 and C4+ are produced in a similar manner as in the deethanizer column.
The C3 stream at the top of the column subsequently moves to the mercaptan oxidation and dehydration units, and impurities such as sulfur and moisture are removed to specification. Finally, the refined C3 stream is split into two streams; one is sent to the refrigeration unit for storage, and the other is suppled to local domestic customers. C4+ at the bottom of the depropanizer is processed in the downstream fractionation columns in the same manner as in the depropanizer.
Unlike other fractionation columns, the deethanizer column needs the help of the refrigeration system for cooling the overhead stream. As a refrigerant, propane circulates in the cycle and releases and absorbs heat in the condenser and evaporator, respectively.
Heat released in the refrigeration system is frequently carried out by an air fan cooler, but the cooling performance heavily depends on ambient temperature. High ambient temperature makes propane condensation insufficient. This is why very hot regions, such as the Middle East, often encounter limited cooling capacity in the summer.
Yanbu fractionation plant design. The Yanbu NGL fractionation department has three deethanizer columns and two depropanizer columns. The deethanizer and depropanizer columns each typically process 155,000 bpd of C2+ and 158,000 bpd of C3+, respectively.
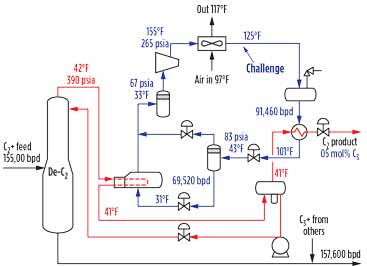
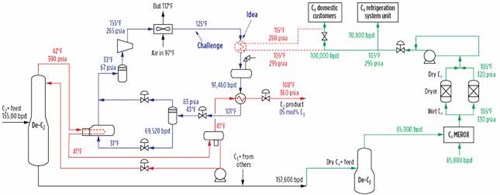
In the deethanizer column, C2 vapor at the top flows into the deethanizer condenser (sometimes called the propane evaporator) and is cooled in the form of partial condensation. After that, the vapor stream flows out as a product for domestic customers, and a liquid stream is recycled back to the column as reflux. Fig. 1 shows the typical process and its operational conditions around the overhead cooling system of the deethanizer. Reboilers and control systems are not included in Fig. 1 for simplicity.
 |
|
FIG. 1. Schematic of the deethanizer overhead cooling system and typical operation conditions. |
In Fig. 1, air temperature to the inlet of the air fan cooler is taken at 97°F (36.1°C) for the steady-state study as normal operating conditions. In reality, it varies from time to time, reporting that maximum air temperature reaches 120°F (48.9°C) in peak summer. In that case, propane refrigerant cannot be sufficiently cooled across the air coolers, failing to become full condensation. This failure leads to a reduction in system efficiency, because the amount of liquid propane flowing into the evaporator eventually decreases.
Degradation of system efficiency obviously affects the column operation in a negative way. Separation between C2 and C3+ cannot be well conducted, so expensive C3 content is more inclusive in cheap C2 product. (As of 2019, the C3 price is reported at 10 times higher than the price of C2.)
Subsequently, the total quantity of high-value C3 product decreases after the depropanizer, while the total quantity of low-value C2 product decreases after the deethanizer. For example, when C3 content in C2 product increases by 0.2 mol%, produced C2 quantity increases by 0.22 MMsft3d, while produced C3 quantity decreases by 170 bpd. From an economic point of view, this balance change brings significant financial loss. Therefore, any efforts or alternatives to overcome high ambient temperature are needed.
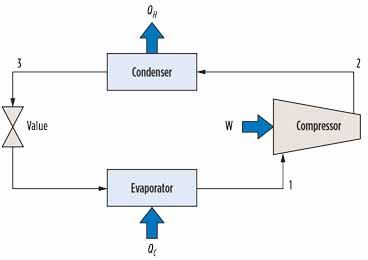
Theory for coolent modification. The basic refrigeration cycle consists of a compressor, a condenser, an expansion valve and an evaporator, as shown in Fig. 2. In the first step, power must be provided to the compressor by electricity or steam turbine to increase the refrigerant pressure. Compression of the refrigerant gas is associated with temperature escalation.
 |
|
FIG. 2. Simplified refrigeration process. |
The next step is condensation, in which vapor refrigerant becomes liquid by cooling. Third, highly pressurized liquid refrigerant expands, resulting in a dramatic temperature drop in two phases: liquid and vapor. Finally, cold refrigerant is used to cool the objective process stream as it evaporates back to the compressor.
 |
|
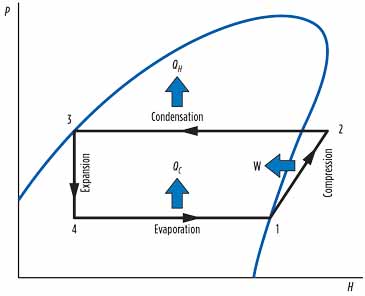
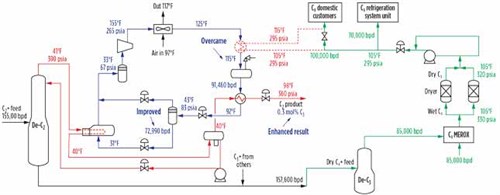
FIG. 3. P-H diagram expressing C3 refrigeration cycle. |
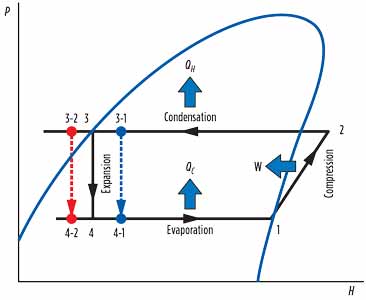
In Fig. 3, the overall step-by-step cycle is illustrated as a P-H diagram. Fig. 4 shows how condensation plays a key role in the entire refrigeration system. For example, insufficient cooling caused by hot ambient temperature cannot effectively cool the refrigerant before the expansion process. As a result, the refrigerant fails to achieve full condensation (see 3-1 on Fig. 4).
 |
|
FIG. 4. Performance based on extent of condensation. |
After the expansion process (which is isenthalpic), point 3-1 vertically drops to 4-1, causing a smaller amount of cold liquid to be formed. As a result, the overall efficiency of the refrigeration system decreases. If condensation can be supported with other heat exchangers (subcoolers), then point 3-1 can be shifted to 3 or 3-2. Likewise, these points will vertically drop to 4 or 4-2. As shown on the diagram in Fig. 4, the horizontal length of evaporation is extended. This implies that the amount of liquid refrigerant in the two phases increases. In other words, the overall efficiency of the refrigeration system is enhanced.
Commonly, the efficiency of the refrigeration system is represented by COP. COP for refrigerators is defined as shown in Eq. 1:
COP = QC ÷ W = (H1 – H4) ÷ (H2 – H1) (1)
where:
QC = Heat absorbed from the evaporator
W = Work provided to the compressor
H1 = Enthalpy state at the inlet of the compressor
H2 = Enthalpy state at the outlet of the compressor
H4 = Enthalpy state at the inlet of the evaporator.
Proposal for cooling configuration. Synthesizing heat exchangers downstream of the air fan cooler can help ensure fully cooled and subcooled condensation of propane refrigerant. It can also be an advantageous alternative to support the air fan cooler, especially in summer.
If any existing cold streams in the plant can be utilized as coolant for the new heat exchanger, as shown Fig. 5, then this heat exchanger would be the most economical solution. This is because the additional installation of an air fan cooler is costly (it must be installed nearly 10 m above ground level), and a seawater cooler requires complicated pretreatment or expensive, salt-resistant metallurgy, such as alloy.
 |
|
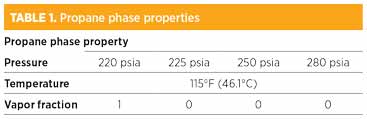
FIG. 5. Proposed initiative of synthesizing a new heat exchanger as a dotted shape. |
To check the possibility of synthesis with the propane product stream after a dehydration unit, such as that shown in Fig. 5, several operational parameters were reviewed. First, temperature was considered. The temperature of a propane product stream is 105°F (40.6°C), which can be used as a cooling medium to cool the propane refrigerant to 125°F (51.7°C). Considering the size of the heat exchanger, the outlet temperature of the propane product is set to 115°F (46.1°C).
Second, pressure was studied. At a temperature of 115°F (46.1°C), the pressure at which the propane phase changes from liquid to vapor is at 220 psi, as shown in Table 1. At a present operating pressure of 295 psia, supply pressure to the customers is more than sufficient, even if it includes a conservative pressure drop through the tube side in the new heat exchanger.
 |
Third, the flowrate of the propane product to be involved in heat exchange is 100,000 bpd out of 170,000 bpd, since 70,000 bpd is heading to the refrigeration unit for storage. A flowrate of 100,000 bpd is abundant because the refrigerant liquid flowrate is 91,460 bpd. An abundant flowrate will help reduce the size of the new heat exchanger.
Finally, even if a leak occurs between the tube and shell sides in the heat exchanger, contamination will not be a concern because fluids in both the tube and shell sides are the refined propane. According to the case study, an initiative has been proposed as a dotted shape in Fig. 5.
Results and recommendations. Following the proposal, a simulation study was conducted for the analysis. Since the study was focused on thermal evaluation through heat exchangers in a recycle loop, specifying the correct geometry for the heat exchanger by using a simulator was critical to achieving the desired result.
After the study was concluded, the downstream temperature of the air fan cooler was checked to ensure that it could be reduced from 125°F (51.7°C) to 115°F (46.1°C), as shown in Fig. 6. Such enhanced subcooling is illustrated in Fig. 7, which shows that point 3 has been shifted to 3-2. The size of the new heat exchanger is calculated as 3,827 ft2, which is considered medium size.
 |
|
FIG. 6. Enhanced process conditions after synthesis. |
 |
|
FIG. 7. Result of P-H diagram. |
Without the heat exchanger, work provided to the compressor was 24.97 MMBtu/hr, evaporation duty was 79.71 MMBtu/hr and 69,520 bpd of liquid propane was produced after the expansion process. Based on Eq. 1, COP was calculated at 3.19. After synthesis, evaporation duty increased to 83.68 MMBtu/hr and 72,990 bpd of liquid propane was produced, while work provided to the compressor remained the same. As a result, COP improved by 5% from 3.19 to 3.35.
Following the enhanced cooling capacity, it was checked that the C3 content in C2 can drop from 0.5% to 0.3%. According to the findings, produced C2 quantity decreased by 0.22 MMsft3d, while produced C3 quantity increased by 170 bpd. Economic benefits are high because, as of 2019, the price of C3 is reported to be 10 times higher than the price of C2.
Hot ambient temperature degrades the propane refrigeration system in the deethanizer column. To improve the efficiency, the downstream temperature of the air fan condenser must be reduced as much as possible.
The addition of a new heat exchanger would be supportive, but the cost can vary widely depending on the type of heat exchanger selected. In an NGL fractionation plant, the propane product stream can be used as an excellent coolant after the dehydration unit. By synthesizing a new heat exchanger with the existing process stream as a coolant, the COP of the deethanizer’s propane refrigeration system can be enhanced without additional energy consumption, resulting in much less giveaway of ethane product. GP
 |
Hae Yong Noh is a Process Engineer at the Yanbu NGL Fractionation Department of Saudi Aramco. He earned a BS degree in chemical engineering from Chung Ang University in Seoul, South Korea and an MS degree in interdisciplinary engineering from Purdue University in West Lafayette, Indiana, US. Mr. Noh has 10 yr of experience in the oil and gas industry and is a licensed professional engineer in chemical and mechanical engineering.


Comments