
Advanced modeling for monitoring centrifugal compressor operation
M. Di Febo and P. Paganini, IPC Industrial Plants Consultants, Bari, Italy
Ensuring safe and optimal operative conditions for compressors is a primary goal for process plants. The approach to plant machinery maintenance has changed considerably in the past several decades, moving from an initial approach with repair intervention after failures (i.e., corrective maintenance) to a preventive approach with parts replacement at fixed work hours. More recent developments have led to a predictive approach based on the observation of mechanical parameters.
Recent machinery maintenance developments. Predictive techniques commonly implemented are connected to the reading of vibrational parameters and, more generally, to machine mechanical indicators (mainly bearing vibrations and temperatures). The observation of vibrations and temperatures helps avoid dangerous operative conditions that trigger alarms and trips.
A more thorough evaluation of machine condition can be obtained from a study of machine performance. In many cases, machinery problems are progressive in nature and introduce losses in performance and efficiency, even without the presence of mechanical indicators. Also, mechanical damages may indicate a cumulative behavior pattern, such as a compressor surge. Such patterns can eventually lead to severe equipment damage. A performance analysis may help, as it is important to understand how equipment is performing beyond the limits of mechanical indicators.
In this approach, the machine’s ability to deliver expected performance provides a fundamental indication of machine health status. Insufficient performance is the earliest external indicator of the presence of a problem. A machine performance evaluation introduces the requirement for a machine performance model to be used as a reference baseline for the performance evaluation. This approach paradigm is sometimes called a “digital twin.” The performance analysis is a quantitative approach that can be used as a base for new machinery maintenance support systems.
For compressors, the prediction of expected performance requires an aeromechanical machine model, the application of gas thermodynamic theories and, consequently, the use of calculation tools.
New-generation, model-based proactive approach. New-generation machinery monitoring software is capable of dynamically evaluating machine performance according to effective operating conditions. Here, “dynamically” indicates the capability to adjust the performance prediction to actual operating conditions in real time, thereby accommodating variations in process parameters.
These systems tentatively identify possible problems and allow for timely intervention scheduling—i.e., the “proactive approach.” Advanced diagnostic capabilities are expected to arise from the coupling of machine performance analysis capabilities with traditional predictive methods based on analysis of mechanical parameters (vibrational, thermal and tribological). These advanced diagnostic capabilities will not replace, but rather embed and extend the capabilities of previous systems.
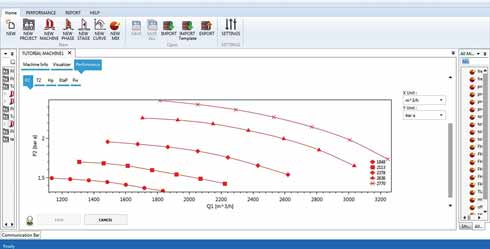
Fig. 1 shows a screenshot of the software used for the prediction of centrifugal compressor performance in off-design conditions.
 |
|
FIG. 1. Software used for prediction of centrifugal compressor performance in off-design conditions. |
Performance-based diagnostic method and definitions. At the core of a performance monitoring system should be the capability to compare the actual performance to a valid reference value. To be significant, this reference value should represent optimal machine performance—i.e., the performance of a new machine or a machine restored to like-new condition.
Under this hypothesis, design performance or as-tested performance, provided by the compressor original equipment manufacturer (OEM), may be used as a valid reference point. More details become necessary after this point. While the measurement of actual performance is straightforward, the evaluation of the reference performance may be more complex, since it must be adjusted to actual operating conditions.
Specifically, for centrifugal compressors, the reference (design/as-tested) performance must be adjusted to actual suction pressure, suction temperature and gas mix composition. These adjustments are necessary to make the reference performance homogeneous to the measured performances, allowing for valid and meaningful comparisons. This adjustment step requires an accurate numerical evaluation. Many physical aspects of the compression process (from the compressor aeromechanical behavior to the gas thermodynamics) must be considered. Due to the quantitative and numerical nature of the process, this method requires the availability of adequate computing tools.
Due to the diffusion of desktop computational capabilities and the market availability of machinery performance prediction software, complex machine modeling capabilities are fully available to the user and allow for the implementation of detailed diagnostic strategies based on machine performance analysis.
Model-based performance—the productive approach. The concept of model-based performance evaluation within machinery maintenance marks an irreversible change from a qualitative evaluation to a quantitative one. This new approach allows maintenance and operations departments to align on engineering, sharing methods and tools.
Software like that shown in Fig. 1 can be used for the design stage, for the evaluation of performance in different operative cases and for performance evaluation during operation. It allows analysts to refer to a shared database and analysis methods during the machine’s entire lifecycle. This process of integration at the plant level is sometime called “performance productive maintenance.” It allows for the integration of machine maintenance tasks within overall plant productiveness.
For centrifugal compressors, the starting point of the method is the availability of reliable reference performance curves, along with relevant gas mix compositions and thermodynamic conditions (pressure and temperature). From these data, it is possible to implement monitoring software to continuously observe the compressor operative parameters and compare them with expected parameters in actual operating conditions.
This kind of monitoring software, which is based on machine performance model software, performs all complex calculations in a fully automated way and produces the expected compressor performances for inlet pressures, inlet temperatures and gas mix compositions that are different from the design/reference ones.
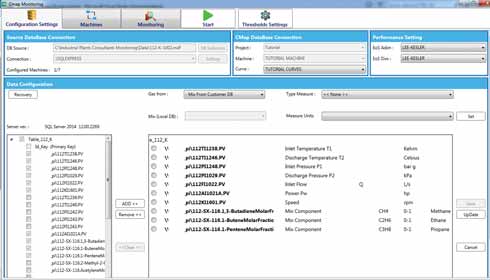
The basic requirement for the implementation of this method is the availability of compressor reference performance with relative reference conditions (e.g., compressor OEM as-tested performance data and relative test conditions), and operating parameter readings from the field. In many cases, these data are already available at the plant distributed control system (DCS) level and can be retrieved and used for performance calculation (Fig. 2).
 |
|
FIG. 2. Screenshot of monitoring software field data connection. |
Within a proprietary monitoring software,a the availability of field data is granted through a connection to an operating parameters database, which is usually available at the DCS level. The software graphical interface allows for the retrieval of all necessary field parameters and a connection with the source database in a quick and intuitive way. Compressor configuration is provided through a link to a software machine database, where information on compressor reference performance (for example, OEM design) is stored.
Once the connections are saved, the system is ready to run autonomously and provide continuous detailed performance evaluation. Due to the software capability to model the centrifugal compressor, it is possible to obtain a valid comparison for the evaluation of compressor performance in actual condition (as-expected performance). This method is also compliant with the ASME Performance Test Code on Compressors and Exhausters (PTC10) standard.
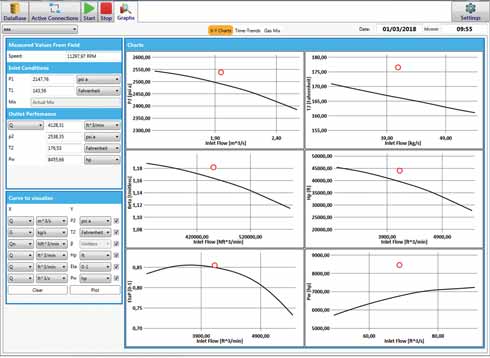
System configuration parameters include the compressor map in reference condition at variable speed, the inlet reference condition (i.e., inlet pressure), inlet temperature and gas mix composition, and the selected equation of state for the gas properties calculation. Measured parameters used as inputs include inlet and discharge parameters (pressures, temperatures and flow), running speed and gas mix composition. As outputs, the software will provide the expected performance (pressures, temperatures, head, efficiency, etc.), the XY graphs of compressor performance curve at the actual speed and inlet conditions, the time trends for all performance parameters and the time trends for all deviations.
 |
|
FIG. 3. Visualization of XY graphs for compressor actual performance. |
Fig. 3 shows an image of the graphical window for the visualization of XY graphs for actual performance. Note the red dot representing the actual operative performance point. The actual point is then superimposed to reference the performance curves adjusted to actual operative conditions. After these performance values are obtained, it is possible to compare the actual values to the expected ones. Differences among these values are indicators of how much the compressor behavior deviates from the normal/optimal behavior (Fig. 4). These indicators should be referred to as “performance deviations.”
 |
|
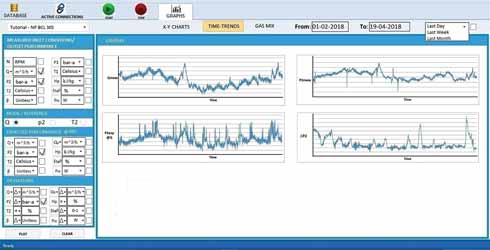
FIG. 4. Screenshot of graph showing time trends. |
Performance monitoring main definitions. A value can be defined as “normal” at a specific instant in time when its deviation is zero. Consequently, zero deviation represents an operative status where the machine is operating as expected according to reference performance.
If the reference performance is relative to an optimal (as-new) machine condition, then the deviation gives a measure of how far the machine behavior is from the optimal condition. Interestingly, these parameters may also be trended in time. The change in time of a deviation parameter represents a measure of how quickly the observed performance moves away from its “normal” value. When a performance deviation becomes irreversible in time, it is possible to say that the machine suffered a performance degradation.
A stable degradation can be classified as a sign of a defect that is noncritical and compatible with machine operations, and that affects mainly performance. Degradations that increase over time indicate a developing defect and can lead to critical events if not addressed.
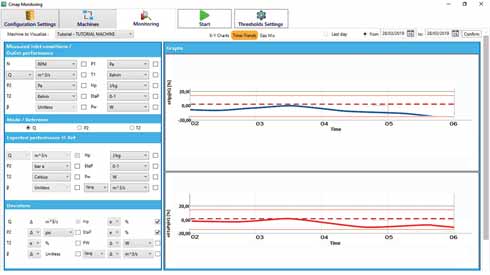
Time trends of performance deviations, deviation rates and degradations provide a powerful indication of machine health status and may be used, along with mechanical indicators, in specific diagnostic logics to address possible failure causes (Fig. 5).
 |
|
FIG. 5. Screenshot of graph showing deviation time trends. |
An application of these concepts has been implemented in proprietary monitoring software.a This quantitative performance evaluation approach allows for the implementation of maintenance strategies to optimize the schedules of interventions for maximum production and minimum costs.
Recommendations. Methods proposed in this article allow for a quantitative comparison of actual (off-design) compressor performance with expected performance. Predictions of compressor performance are obtained without approximation, using recent theories for compressors and real gas modeling, even for complex gas mixtures.
Results are proven to be accurate at high pressures, whereas the ideal gas theory commonly used introduces considerable errors. The accuracy of the methods described herein allows for accurate results for almost all compressors on the market.
These methods enable the acquisition of useful diagnostic indications of the health of the compressor, based on the simple and immediate analyses of the performance and efficiency of the machine. This capability may be useful in supporting decisions and planning for predictive maintenance activities.
In experiments carried out on existing machinery, the methods also allowed for the implementation of a more accurate surveillance of the machines, thereby detecting failure indicators more accurately than traditional methods. The availability of a real-time machine model that continuously predicts expected performance has also been used to detect possible anomalies in instrumentation readings, especially for the measurement of suction flow.
Experiences with real machinery have also showed that performance deviations directly indicate the presence of a problem with the machine, even before traditional defect indicators, such as mechanical parameters (e.g., vibration, temperature, etc.) are triggered. In some cases, adopting dedicated diagnostic algorithms and combining information from sensors make it possible to generate diagnostic indications of the problem area, such as mechanical, instrumentation or wear/fouling. The machine should be allowed to continue running during transmitter repair, using predicted values as temporary indicators.
The capabilities of the outlined methods have been used to support the optimization of the overall compression plant control system and provide financial and environmental benefits. GP
Note
aIPC Industrial Plants Consultants’ monitoring software.
 |
Massimiliano Di Febo is the Operation Manager for IPC Industrial Plants Consultants. He holds an MS degree in mechanical engineering and is a registered professional engineer in the province of Bari, Italy. Mr. Di Febo has more than 15 yr of industry experience, working with specifications, applications, installations, diagnostics and maintenance for IPC and having conducted centrifugal pump testing at GE Nuovo Pignone. He also has many years of experience in machinery vibration diagnosis and rotating machinery field performance.
 |
Pasquale Paganini is Technical Manager for IPC Industrial Plants Consultants. He holds an MS degree in mechanical engineering and specializes in thermodynamics and energy systems. He is a registered professional engineer in the province of Bari, Italy. He has more than 15 yr of experience in the automotive industry (testing, instrumentation, manufacturing and quality), as well as experience working with specifications and applications for IPC.


Comments