
LNG plant design in cold climates
S. MOKHATAB, Gas Processing Consultant, Halifax, Nova Scotia, Canada;
and D. MESSERSMITH, Bechtel Oil, Gas & Chemicals, Houston, Texas
Monetizing natural gas via LNG technology in cold climates (e.g., Kenai, Alaska; Hammerfest, Norway; and Sakhalin, Russia) has proven commercially viable. Although the low temperatures of the feed gas, ambient air and cooling water in arctic climates help improve liquefaction energy efficiency for LNG production, the process design of the liquefaction plants presents unique challenges due to the harsh environment and geographic isolation. For these reasons, gas pretreatment and liquefaction technologies commonly used in baseload LNG facilities—which have mostly been built in tropical or desert regions of the world—must be modified to ensure safe operation in cold climates, where the average ambient temperature is well below 0°C. Arctic climates also present challenges to plant construction, maintenance and operation.
Background on cold-climate LNG. Cold ambient temperatures increase operating efficiencies and reduce energy consumption per unit of LNG for cryogenic facilities, independent of the liquefaction technology. When compared to hot-climate areas, cold-climate or arctic-area refrigeration requirements are lower, mainly due to the reduction in refrigeration in the precooling section. The temperature advantage affects mainly the precooling section, since this is where most of the heat is rejected to ambient air. However, winterization of equipment and processes will increase capital expenditure.
 |
|
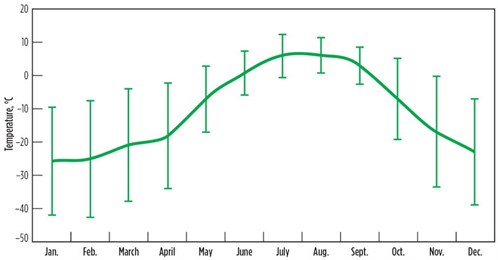
FIG. 1. Seasonal air temperature profile at Yamal LNG plant in northern Russia.1 |
Arctic locations have a wide seasonal variation in ambient air temperature (Fig. 1),1 resulting in significant seasonal variations in LNG production output. These variations require process adjustments throughout the year to maximize plant throughput. The cold ambient temperatures also increase the available power output from the gas turbines since the air is denser, which increases the mass flow to the turbines within the minimum temperature limits. This scenario presents a challenge to the owner as to whether to invest in additional process equipment to take advantage of the higher horsepower output in the winter, while the remaining equipment is underutilized in the summer.2
Plant turnarounds are scheduled in the summer for obvious reasons. The impact to production is somewhat lessened, since it is the season of reduced LNG production. Production may be somewhat compensated by the increase of rates in the winter.
If liquefaction plants are to be operated at varying throughput based on ambient temperatures, then LNG shipping logistics must also be evaluated to cope with such variations. However, this may not always be possible. For instance, colder weather conditions may sometimes lead to shipping delays at a time when the plant is capable of maximum output. For this reason, liquefaction plants are usually not designed to utilize the full capacity of the drivers during winter, when the plant capacity must be optimized by simulation models based on logistics and climate factors.
Plant design considerations. The following sections describe some of the considerations that must be properly addressed for the appropriate design of gas processing units affected by harsh cold-climate environments.
Gas pretreatment. At LNG production plants operating in cold climates, the need exists for an efficient and reliable pretreatment package to remove contaminants and deliver feed gas with the required specifications to the natural gas liquefaction unit. This helps maintain continuous uptime of LNG production. The specifications to be met are hydrogen sulfide (H2S) removal to under 4 ppmv, carbon dioxide (CO2) removal to 50 ppmv, total sulfur reduced to less than 30 ppmv as sulfur (S), water (H2O) reduced to 0.1 ppmv, and mercury (Hg) reduced to levels of 0.01 µg/Nm3.3
Primary amines, such as diglycolamine (DGA) and monoethanolamine (MEA), have been widely adapted to cold-climate environments in various parts of the world. However, DGA solvent (with a freezing point of –40°C at 65 wt% solution) is particularly well-suited for cold climates, as it requires less-stringent winterization protection than other amine solutions. Tertiary amines, such as the promoted MDEA, have been used in warmer climates; however, controlling the concentration of the MDEA and its promotor tends to be difficult in colder climates due to MDEA’s higher freezing point. While cryogenic distillation technologies are proven commercially, they have not been used for LNG plants.
Molecular sieve units can be designed to remove water to 0.1 ppmv and most mercaptans to 2 ppmv–3 ppmv. In cold-climate operations, cooling the gas from the upstream acid gas removal unit to the lowest possible temperature (with margins above the hydrate point) may be an economical way to reduce the cost of the molecular sieve unit. Cooling helps remove the heavy hydrocarbons and excess water that might arrive with the feed gas.
For feed gas with significant propane content, the heavy hydrocarbons can be removed, using a scrub column or process equivalent, which is typical in most LNG plants. The column is an effective design for rich gas that can be integrated to the natural liquefaction process. The drawback is the operating pressure of the scrub column, which must stay below 600 psig–650 psig to meet the critical pressure requirement for fractionation. Feed gas, which is supplied at 1,200 psig, must be let down in pressure to the scrub column, which could require recompression and high power usage.
For lean gas with low propane content, the low propane content may not be sufficient to remove aromatics to meet the LNG feed specification. In this situation, as in most pipeline gas-to-LNG designs, the gas can either be processed by using a turboexpander process, a molecular process, a lean oil process for removal of aromatics or a wash section in the top of the column to avoid freezing.
The use of a turboexpander requires a reduction in pressure to feed the demethanizer column. This option requires recompression and is costly. Use of a molecular sieve or lean oil does not require a reduction in pressure and is considered a lower-cost option. The molecular sieve design and the lean oil process can be supplied by technology licensers.3
Liquefaction process selection. The most efficient liquefaction processes are those that are precooled with propane or with a mixed refrigerant (MR). Since the heat sink in arctic LNG plants is available at very low temperatures, a reduction in precooling temperature allows for a better power balance and better machinery selection between precooling and liquefaction duty. Since the precooling temperature by pure propane at atmospheric pressure is limited to –30°C to –35°C and composition adjustment is not possible, it is preferable to replace the propane refrigerant with a lower-boiling-point gas (e.g., ethane or ethylene) or a multicomponent MR (e.g., propane and ethane).
Although the MR system is more complex than a single-component refrigerant system, it provides additional flexibility since the composition of both MRs can be adjusted to match the seasonal changes in ambient temperature to minimize energy consumption.4,5
Driver selection. The driver of an LNG plant can be a steam turbine, an electrical motor or a gas turbine. Factors such as equipment size, power requirements and remoteness of site location are fundamental considerations in the selection criteria for the refrigerant compressor drivers. Steam turbines requiring a dedicated steam/water network have inherent problems in cold climates due to the freezing temperatures, and therefore require extensive winterization and greater operator attention.
Also, large electric drivers (with electricity coming either from the grid or an onsite power plant) typically have higher upfront installation costs than a simple gas turbine. Due to low ambient air temperatures and the need for high reliability and easy-to-operate systems, the use of gas turbines is favored in most locations; however, site-specific conditions must be considered before selection is finalized.
In addition, waste heat from gas turbine exhaust can be recovered by producing steam, which can then be used to drive major compressors and amine circulation pumps; and/or directly transferred to a heat transfer fluid (HTF) to provide regeneration heat for the amine and molecular sieve units. The recovered waste heat can also be used for heat tracing on equipment to avoid water freezing in the gas processing units. Where excess waste heat is available, the heat can be converted to power by using an organic Rankine cycle method.5
Cooling media selection. The most commonly used heat sinks are water and air, where seasonal temperature variation influences the choice of cooling media. Although air temperatures vary more widely than seawater temperatures, seawater is more difficult to handle. During winter operation, any LNG production increase is ultimately limited by the freezing point of seawater. In most cases, the capital cost of a seawater cooling system cannot justify the marginal increase in production during winter months. This cost deterrent, coupled with the environmental sensitivity of warm seawater discharge, makes air cooling the likely choice in arctic locations, unless space is severely limited.
The colder air in winter has two impacts on refrigeration system performance. Cold inlet air to gas turbines increases mass flow and gas turbine power output. Colder air also lowers compressor interstage and discharge temperatures, resulting in lower compression power requirements. In the precooling section, in particular, cooling can be partially achieved by air, which significantly reduces the refrigeration requirement. Conversely, during summer, power output from gas turbines is reduced, and cooling after compression is less effective. These effects lead to a reduction in LNG production.4
To exploit the benefits of lower temperatures, the process operating conditions of the refrigerant cycles must be adjusted to follow the ambient temperature. Some processes are better suited to the extreme low temperatures, whereas others are limited by them.
Plant design issues. As a further challenge to LNG plant designers and project managers, freezing temperatures, snowfall and high winds reduce onsite productivity, complicate the transport of personnel and equipment, and extend construction and commissioning schedules. Snow buildup around equipment and insulated pipe can lead to reduced insulation effectiveness over the long term, if the freeze/thaw cycle damages the moisture barriers. The material selection for all equipment must consider environmental exposure in addition to the process exposure.1
If installed outdoors, winterization of the gas liquefaction plant is necessary to prevent fluid freezing, liquid dropout, and wax and hydrate formation.2 Rotating equipment, such as pumps, power generators and refrigerant gas turbine and compressor units, must be housed in heated and ventilated modular buildings. If air coolers are used, methods to de-ice the fan blades must be considered. Operational demands are also a factor. Personnel exposure to extreme temperatures, wind conditions and long periods of darkness have impacts on individual performance.1
Harsh arctic climates present several challenges for the construction and maintenance of LNG facilities. Construction of equipment modules in fabrication yards, where cost and quality can be better controlled, may provide a favorable solution for constructing LNG plants to be located in harsh and extreme climates. The completed modules can then be transported to the plant site for installation. Although potential for significant cost savings exists with modular design, overall costs have not been realized due to the complexity of LNG plant construction and operation.
Future LNG plants will likely use a combination of innovation and development in process and equipment, as well as new approaches to modularization to reduce both capital and operating costs.3
Takeaway. Colder average ambient temperatures experienced in arctic regions provide the possibility of building larger and more efficient LNG trains; however, harsh weather conditions and geographical isolation pose serious construction and operational challenges.
Although arctic plant designs are possible with existing technology, opportunities exist to drive further innovation in cold-climate LNG technology to meet the unique design, construction and cost challenges associated with establishing LNG plants in these harsh environments. GP
References
- Martinez, B., S. Huang, C. McMullen and P. Shah, “Meeting challenges of large LNG projects in arctic regions,” 86th Annual GPA Convention, San Antonio, Texas, March 11–14, 2007.
- Mokhatab, S., J. Y. Mak, J. V. Valappil and D. A. Wood, Handbook of Liquefied Natural Gas, Gulf Professional Publishing, Burlington, Massachusetts, 2014.
- Josten, M. and J. Kennedy, “Liquefaction in a cold climate,” GPA Europe Spring Conference, Ashford, Kent, UK, May 14–16, 2008.
- Wood, D. A. and S. Mokhatab, “What are the opportunities to construct liquefaction facilities at the Arctic Circle?” Hydrocarbon Processing, January 2009.
- Thomas, J., J. Mak, A. Goswami and S. Borsos, “Organic power ideas—Look at mid-scale LNG liquefaction plant innovations,” LNG Industry, March 2016.
 |
Saeid Mokhatab is an internationally recognized gas processing consultant who has
been actively involved in several large‐scale gas field development projects, concentrating on design, precommissioning and startup of processing plants. He has presented on gas processing technologies worldwide and has authored or coauthored nearly 300 technical publications, including two well‐known handbooks published in the US by Elsevier. Mr. Mokhatab has held technical advisory positions for leading professional journals, societies and conferences in the field of gas processing; and has received a number of international awards in recognition of his work in the natural gas industry.
 |
David Messersmith is a Bechtel Fellow and the Manager of the LNG Technology and Services Group for Bechtel Corp. in Houston, Texas. He has more than 30 yr of experience in process and systems engineering, including 25 yr focused exclusively on LNG. Mr. Messersmith is considered one of the world’s leading technical experts in gas processing and liquefaction, and has held leading roles on several LNG projects, including the Atlantic LNG project conceptual design through startup. He is a registered Professional Engineer in the state of Texas, and has given numerous technical presentations at prestigious LNG conferences worldwide.


Comments