
Satisfy new legislation on an existing gas terminal
B. W. J. Eastwood and S. W. Campbell, Costain, Manchester, UK
Meeting the stringent demands of new environmental legislation can pose major challenges to existing gas processing facilities. Installing new equipment to meet such requirements is not always viable on a live, operational site due to cost, disruption to ongoing operations and the need to minimize plant shutdowns.
Here, the approach taken by Perenco UK (PUK) in meeting the United Nations Environment Programme (UNEP) Ozone Depleting Substances Directives’ “Montreal Protocol”1 is outlined, as well as how PUK successfully avoided installing new process units. The directives were met by studying the available technologies and existing processing facilities to identify phased plant improvements. The ensuing plant upgrade was completed at a fraction of the anticipated cost, ahead of schedule and with minimal disruption to ongoing terminal operations.
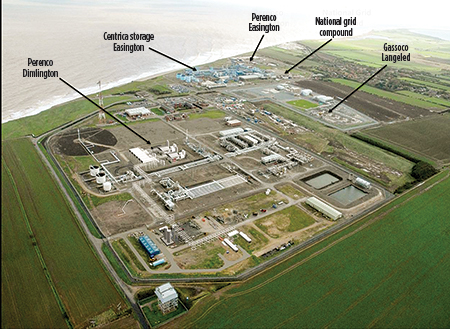
Background. In 2012, PUK purchased BP’s Southern North Sea Production System (SNSPS), which comprised three pipeline systems, offshore platforms and reservoirs, and the Dimlington terminal, located at Easington on the Northeast coast of England. The Dimlington terminal is one of four gas processing terminals there (FIG. 1), and treats gas from the SNSPS, West Sole and Amethyst sea lines.
 |
|
Fig. 1. The Dimlington terminal and neighboring terminals at Easington, UK. |
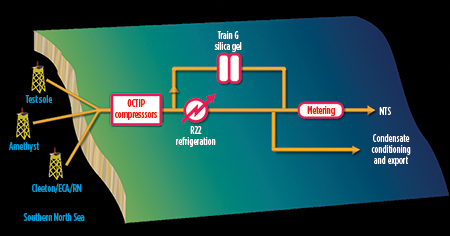
Free liquids present in the arriving gas are removed, and the gas is then compressed in the terminal’s compression station [the Offshore Compression Terminal Integration Project (OCTIP)], where it is passed through one of five gas dewpointing trains (FIG. 2). Four of these trains utilized R-22 (Freon) refrigeration units, and the other train used silica gel adsorption to meet UK gas National Transmission System (NTS) dewpoint specifications of –2°C (hydrocarbon) and –10°C (water). Each R-22 train consisted of a gas/gas exchanger, a chiller and a low-temperature separator. Hydrocarbon condensate from the process is sent to condensate stabilization, while the hydrate inhibitor, monoethylene-glycol (MEG), is sent for regeneration. The terminal delivers natural gas to the NTS at pressures ranging from 48 barg to 70 barg.
 |
|
Fig. 2. Existing gas processing route at the Dimlington terminal. |
Beginning in January 2015, the “Montreal Protocol”1 imposed a ban on refilling or topping up systems with hydrochlorofluorocarbons (HCFCs) other than permanently connected, localized storage. Implementation of the Montreal Protocol, and increased scrutiny on the use of HCFC refrigerants, introduced a significant challenge to the existing dewpointing system at the Dimlington terminal.
In 2009, a silica gel-based adsorption solution had been selected to ensure compliance with the forthcoming restrictions. This option involved isolating and retiring the four Freon-based refrigeration trains so that the plant would be solely reliant upon a new silica gel unit. This silica gel unit was to be designed to handle only gas from existing depleted fields, so it would not provide the same processing capacity as the four refrigeration trains being retired. This reduction in overall processing capacity may have limited the ability to accept additional third-party gas in the future. Design of the new unit was performed in 2011 and 2012, but it came with significant capital expenditures (CAPEX). In addition, the project was not scheduled for completion until 2017. The new owner, PUK, did not consider the proposed solution to be consistent with its financial, scheduling and strategic agendas.
In November 2012, PUK sought an alternative solution. A process consultancy and engineering company was commissioned to perform a six-week reappraisal and selection of applicable, proven dewpointing technologies. The intent was to either underwrite the selection of additional silica gel processing capacity or, preferably, to provide an alternative solution better aligned with PUK’s requirements.
Project approach. Key project success criteria and “win themes” were jointly established by the consultant and PUK to create a solid foundation for a successful working relationship for the feasibility study. This was vital to quickly and effectively propose better processing solutions. These solutions needed to be understood in sufficient detail to assess the technical and commercial risks of various options.
- Gas dewpointing is conventionally achieved using one of these methods:
- Glycol dehydration [commonly using triethylene glycol (TEG) for water dewpointing]
- Adsorption (commonly using silica gel)
- Joule-Thomson (J-T) adiabatic expansion across a valve
- Refrigeration.
Use of an alternative refrigerant in the existing dewpointing facilities was preferred by PUK, if possible, over introducing a new plant to the site. This required the reuse of existing high-pressure dewpointing equipment and as much low-pressure equipment as possible. This approach was relatively inexpensive, kept disruption to processing to a minimum, and maintained operator familiarity with plant operations. The continued use of Freon-based refrigerant was not viable, as it is incompatible with the Montreal Protocol, is not justifiable by the use of best available technology (BAT) measures, and faces the strong possibility of opposition by the UK Environmental Agency (EA).
Evaluating options. Selecting an alternative refrigerant presented challenges. Many available commercial refrigerants were due to be banned (under the Montreal Protocol), and many alternatives had no proven track record in hydrocarbon processing. Some refrigerants that were considered consisted of blends, and it was determined that these carried the risk of a change in composition and the resulting loss of operational performance. Some refrigerants could have introduced potential air ingress into the refrigeration system by having sub-atmospheric operation, while others introduced increased process/control complexity. These were all relatively unattractive solutions.
Propane provided the most attractive option, considering environmental impact and process performance. However, propane use introduced a number of concerns:
- Safety, due to risk of fire/explosion
- The need to minimize propane storage inventory
- Cost, due to a major safety systems upgrade requirement
- Applying design standards on existing equipment, due to the flammability of the propane refrigerant (e.g., area classification changes).
Ammonia was considered as a low-cost refrigerant with satisfactory performance and benefits from its low environmental impact and relatively low flammability. However, ammonia was discounted due to its toxicity. No commercial refrigerants that could meet the dewpoint specifications at high NTS pressures were identified. It was clear that further process technology was needed to meet all conditions.
A number of alternative process technologies based on J-T expansion (whereby gas is let down in pressure across a valve to provide chilling) were considered. Some proposed alternatives used a combination of technologies. Various J-T options were declined due to operational concerns. Installation of a J-T valve alone did not provide certainty of meeting NTS specifications at high pressures, due to a lack of available pressure drop (needed to provide the cooling effect required to meet NTS specifications).
Other technologies—such as turboexpansion (chilling), supersonic swirl separation (chilling), membranes and alternative adsorbents—were discarded. The reasons for the discard included lack of track record, added process complexity, plant startup issues and the low available pressure drop at high NTS pressure. Previous dewpointing studies had selected a silica gel technology with heat recovery, which was still considered a viable option.
Several technology options were evaluated against agreed selection criteria by an in-depth review of advantages and disadvantages. Areas for improvement were identified and evaluated for each option.
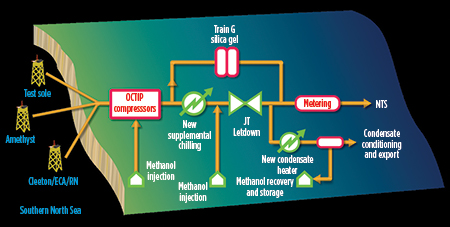
Selected option. The modifications to meet legislative demands were custom-designed for the Dimlington terminal. The selected processing option is a combination of J-T expansion, refrigeration (using a refrigerant with a low hazard rating and compliance with new legislation) and the use of methanol as a hydrate inhibitor. These features enable the terminal to meet gas export specifications, even at the highest contractual pressure.
Within the normal NTS pressure range, it was possible to operate in either refrigeration-only mode or J-T-only mode. J-T operation is achieved by elevating the existing feed compressor discharge pressure to reduce the gas temperature across the J-T throttle valve. This valve is located downstream of each of the existing chillers on four of the dewpointing trains. The flexibility to achieve export gas specification with either refrigeration or J-T, at all pressures other than the highest NTS pressure, ensures high production availability.
The combination of J-T expansion and refrigeration, plus methanol hydrate inhibition, was preferred and developed. The process design was then optimized. The use of methanol, as opposed to MEG, for hydrate inhibition allows the gas to meet export specifications at the highest NTS pressure by improving the performance of the process (FIG. 3). It minimizes the pressure losses across the dewpointing plant and allows more trains to be online at one time, due to its superior distribution characteristics between gas and liquid phases. The lower pressure loss enables the process to achieve export gas specification at higher NTS pressures because of the increased pressure differential across the J-T valve. It also translates to a lower backpressure on feed compression, giving this option the lowest operational expenditure (OPEX) of all considered options.
 |
|
Fig. 3. Schematic showing changes (green) made to existing facilities (red) at the |
Collaborating for success. A fundamental reason for the success of the Dimlington Freon Replacement Project (DFRP) was the strong collaborative working partnership between the consultant and PUK. A project task force was formed, comprising both the consultant and PUK personnel. Working closely with PUK’s project management and engineering teams meant that the consultant could achieve key project milestones on schedule. The project’s “steering group” met regularly, allowing key representatives from PUK and the consultant’s construction, commissioning, operations and project management teams to address key project delivery issues.
Commercial success. The commercial success of the terminal upgrade stemmed from the combination of proven commercial technologies and the reuse of existing processing capacity, as opposed to the construction of a new standalone facility. This led to an estimated project savings of 60%, compared to the originally proposed silica gel facility. The plant design was engineered so that key stages of the project could be installed and completed in phases. This primarily allowed J-T operation to be available for use ahead of the refrigeration and methanol systems.
The dewpointing trains were modified so that other trains could remain online to process predicted terminal throughput. This enabled the minimization of proposed plant shutdowns, avoiding several million $/day in lost gas production. The design also enabled piecemeal handover to site operations, permitting operators to become familiar with new requirements in steps, rather than tackling one large change at once. Implementing the project in this way also gave assurance that there was no impact on terminal throughput as a result of the modifications.
Safety, logistics and coordination. The potential safety consequences from conducting work on a large operational gas processing plant are substantial. At Dimlington, concerns arose over safety, logistics and coordination of site teams working simultaneously on various stages of the project. This management task demanded the highest standards of organization, training, communication and clarity between engineers, contractors and site staff to ensure that every precaution was taken to provide a safe working environment.
Flanges were used for joining pipework rather than welding, virtually eliminating onsite hot work. Any necessary hot work was conducted offsite and then transported to the Dimlington terminal for installation. Despite the requirement to use flanged pipework connections, the number of flanges used was minimized to reduce the risk of leakage.
For unavoidable tie-ins to critical plant systems that could not be shut down (vent and firewater), safe solutions were engineered for the plant to remain in service and avoid costly terminal shutdown.
Clear environmental success. The environmental benefits of replacing ozone-depleting R-22 with an alternative refrigerant are clear. It reduces large-scale use of ozone-depleting refrigerants, while the use of methanol, rather than MEG, is beneficial due to its biodegradable nature. The project’s biggest environmental success is the creation of a solution that negates the use of R-22 while adding operational flexibility and value to the site:
- High gas production capacity retained, with the potential to reduce operational costs at low NTS pressure
- Old and obsolete equipment replaced with newer, more reliable equipment
- Site life expectancy increased
- Energy efficiency improved, further reducing environmental impacts.
Retaining the existing plant and equipment provided a significant environmental advantage, compared to building a new plant. One key reason was the reduced amount of raw materials that would have been consumed in constructing a new facility.
Delivery of equipment. Due to the location of the Dimlington terminal and the plant design, the size of the equipment presented a transportation challenge. The roads connecting major highways to the site are quite restrictive: several low bridges, tight “S-turns,” overhead cables and crests in the road needed to be considered in the equipment design. These considerations were particularly important for the new methanol tanks that, when loaded onto a vehicle, measured 82 ft (25 m) in length, 16.1 ft (4.9 m) high and 15.7 ft (4.8 m) wide.
Regulations restrict the weight of vehicles traveling on public highways, based upon the vehicle’s axle loading. The tanks were designed so that they could be transported to site without a significant financial or time burden. When maneuvering the large equipment through the site’s neighboring villages, engagement with the local community ensured that transportation details were clear to residents. Interaction with the local community facilitated the smooth delivery of equipment (FIG. 4).
 |
|
Fig. 4. The arrival of two methanol tanks to the terminal site. |
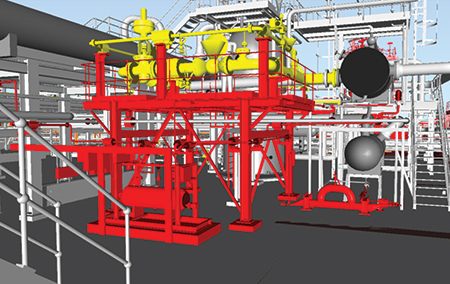
Software modeling. Site operations were involved in the selection of piping tie-in points to ensure safety, operability and suitability of the locations. Laser surveys carried out onsite before commencing work provided precise geographical information on the existing plant. This allowed for accurate 3D modeling, so that when materials were installed onsite, clashes and rework were absolutely minimized, saving significant time and money, as well as maximizing safety (FIG. 5).
 |
 |
|
Fig. 5. Plant model (top) vs. installed (bottom)—J-T valve (yellow), condensate heater and civil works (red). |
Due to the phased nature of the project, a number of plant model “zones” were established. By combining software for integrated lifecycle material, supply chain and subcontract management, the procurement and delivery of plant materials was effectively managed for the separate phases of the plant modifications.
The engineering and design of the project utilized a field portal to 3D safety modeling software using cloud-based software accessible through an app used onsite or in the office. The program maintained a live feed of site activities at all times and substantially improved the interface between site, designers and supply chain. This communication greatly helped in the coordination, scheduling, activity tracking and communication of any safety issues, such as avoiding work at height on windy days. The use of this software demonstrates the innovative approach taken on this project: utilizing a number of relatively small-scale advances in combination to yield significant overall performance.
Results. Process evaluation, knowledge of applicable technology options and scoring techniques, backed by rigorous process engineering, quickly identified the optimal revamp to meet environmental legislation economically, safely and reliably. Specifically, the combination of refrigeration with J-T cooling and existing feed gas compression achieved NTS specifications. GP
Acknowledgments
The authors would like to acknowledge Lee Scott, Adrian Finn and Terry Tomlinson for their contributions to this article.
LITERATURE CITED
1United Nations Environment Programme (UNEP), “Montreal Protocol on substances that deplete the ozone layer,” 1987, last amended May 2008.
 |
Ben Eastwood is a process engineer at Costain in Manchester, UK. He has project experience at various stages of process design, including pre-feasibility, concept and detailed engineering, as well as experience in project engineering and commissioning. He has worked for Costain for three years, mainly on natural gas processing. He holds an MS degree in chemical engineering from the University of Manchester, and is an associate member of the Institution of Chemical Engineers, currently working toward becoming a chartered engineer.
 |
Stuart Campbell is a project director at Costain in Manchester, with responsibility for the project delivery of major hydrocarbon processing projects. He has spent
25 years with Costain and has project management experience with a wide range of plant types, including conceptual design, FEED and EPC, particularly on brownfield and operational sites. He has established many long-term partnerships with major plant operators for plant upgrading and performance improvement. He holds an MS degree in chemical engineering, is a Fellow of the Institution of Chemical Engineers, a chartered engineer in the UK, a member of the Association for Project Management, and
a registered project professional.


Comments