
Gas processing news
B. Andrew, Technical Editor
Flex-Fueler expands LNG access

Titan LNG has developed a solution for the safe delivery of LNG to seagoing and river barges in ports in the ARA (Amsterdam-Rotterdam-Antwerp) region, Europe’s largest bunkering hub. Said to be the first LNG bunkering pontoon in Northwest Europe, the Titan LNG Flex-Fueler is designed to have a fixed location to supply inland waterway vessels, but it can also be navigated to larger seagoing vessels to safely supply LNG while cargo is loaded or unloaded. The Flex-Fueler minimizes costs and maximizes operational efficiencies, while unlocking access to safe and quick LNG delivery in the ARA region. It is also said to be more economical than conventional LNG bunker barge delivery, due to its low CAPEX and OPEX requirements.
At present, truck-to-ship delivery provides the most flexibility, and is the only means of receiving LNG bunkers in the ARA region. However, the number of larger LNG-fueled vessels coming into the market is increasing. These vessels cannot bunker at land-based LNG stations, as the deviation costs are too high; or, it may simply not be an option due to vessel draft restrictions.
Titan is working with other industry stakeholders, including ports, ship owners and operators, to further develop the design and classification of the Flex-Fueler bunkering pontoon in advance of its official launch in 1Q 2018.
Titan LNG Flex-Fueler has a double bottom and a double hull with a length of 70 m, and it will be fitted with up to four tanks, each with a capacity of 300 m3. Two cranes will be used for flexible hose guidance; discharge capacity range is between 30 m3/hr and 450 m3/hr of LNG. The Flex-Fueler is capable of loading and unloading via ex-wharf, ex-truck and ex-vessel.
Atlantic, North Sea and Mediterranean shipping are seeing increased demand for LNG and bunkering infrastructure in line with MARPOL Annex VI. These regulations stipulate a requirement to burn clean fuel with a sulfur content of less than 0.1% in Emission Control Areas (ECAs).
Prevent condensate system fouling

Due to product scale and buildup, a midstream NGL plant was changing its filters every three days, as well as conducting heat exchanger cleanings eight times per year. Redundant maintenance was costing the plant $206,000/yr. While conducting a plant survey, U.S. Water recommended a new solution to resolve these perpetual issues.
This unique NGL plant processes off-spec product for operators throughout the country. Dealing with the containments and debris from the off-spec product led to excessive filter plugging, exchanger fouling and cleaning. If the plant did not change the filters regularly or conduct exchanger cleanings, then the debris could foul the condensate stabilizer and result in additional unscheduled plant downtime.
After conducting onsite debris testing, U.S. Water’s Energy team recommended a proprietary chemical additive formulated to dissolve and inhibit iron scales, to be used upstream of process equipment. Integrated automation equipment and engineering testing were implemented to deliver and monitor the treatment program as trucks were being offloaded by monitoring differential pressure (DP) across the filter housings and heat exchanger.
Since U.S. Water’s solution was introduced into the plant’s system, the existing pipeline buildup began to detach and fluidize. Filter changes have decreased from every three days to every six weeks, saving the plant $157,000/yr. The heat exchanger cleanings have also been decreased, as the unit has not yet required any cleanings, saving the plant approximately $38,400. The plant’s total ROI from the implementation of the U.S. Water solution is 350%.
LNG technology eliminates CO2 pretreatment
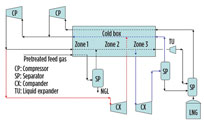
UK-based LNG liquefaction technology licensor Gasconsult Ltd. filed a patent application for a variant of its proprietary ZR-LNG liquefaction technology that eliminates the need for a CO2 removal unit as part of the feed gas pretreatment train.
LNG liquefaction schemes typically incorporate an upstream amine scrubbing system to remove CO2 to below 50 mol ppm and prevent it from solidifying in the main cryogenic heat exchanger. The size, weight and cost of the amine unit are all significant for the overall liquefaction plant.
The feasibility of the new Gasconsult scheme, termed ICR (Integrated CO2 Removal), arises from the ZR-LNG process configuration and the particular temperature and CO2 concentration profiles within the cryogenic exchanger. They facilitate a simple CO2 removal step within the basic ZR-LNG configuration, eliminating the need for an amine unit.
Water treatment unit for Ichthys FPSO

Veolia’s MPPE unit will be used to treat the gas- and condensate-produced water stream on the Ichthys LNG project’s FPSO. The MPPE unit will remove dissolved and dispersed toxic constituents like aromatics, polyaromatic hydrocarbons and oil, resulting in “zero harmful discharge” to the environment.
The Ichthys LNG project is expected to produce up to 8.9 MMtpy of LNG and 1.6 MMtpy of LPG, along with approximately 100 Mbpd of condensate at peak.
During the production of gas and condensate, formation and dehydration water is coproduced that contains toxic dissolved and dispersed aromatics, aliphatics and polyaromatic hydrocarbons. The MPPE technology is able to remove all of these toxic compounds securely and in a single process to comply with the strictest requirements for zero harmful discharge.
Bearings for FLNG modules

Trelleborg’s engineered products operation has supplied a selection of bearing solutions for Shell’s Prelude FLNG project, manufacturing and delivering 52 vertical elastomeric bearings and 156 horizontal bearings for use on the 13 modules onboard the facility, plus 40 bogey bearings to enable natural turret movements.
Many of Prelude’s topside modules weigh as much as a single typical offshore platform. Along with its contents, Preludeis expected to weigh a total of 600,000 t. Optimum quality and performance is vital for the bearings used to secure each module.
The elastomeric bearings are steel-plate laminated and installed between the hull of the facility and its modules. They accommodate axial, shear and rotational movement to keep the modules safe from impact, damage and deformation. They also prevent the concentration of excessive strains and stresses around the mounting points of the modules and the hull, caused by adverse sea and weather conditions.
All of Trelleborg’s bearings are fully tested by the engineering team. GP


Comments