
Understand the impact of hydrocarbon coabsorption losses on gas plant revenues
P. Chilukuri, Shell Global Solutions, Amsterdam, The Netherlands; and
A. Bhattacharya, Shell Global Solutions, Bangalore, India
Gas development projects face growing challenges from increasingly sour resources with relatively high levels of carbon dioxide (CO2), hydrogen sulfide (H2S), mercaptans and carbonyl sulfide (COS), as well as tighter sales specifications and stricter environmental emissions standards. The removal of trace components, such as COS and thiol (RSH), can have a detrimental effect on project value, as considerable capital expenditures (CAPEX) and operational expenditures (OPEX) investments must be made.
Predominantly, mercaptans are either removed in an acid gas removal unit (AGRU) with the use of hybrid solvents, or slipped to a downstream dehydration/mercaptans removal adsorption unit using molecular sieves (molsieves). While the former lineup involves a single process unit to remove all sulfur compounds (H2S, RSH and COS) and CO2, the latter process lineup involves multiple process steps, including an AGRU absorber with aqueous amines to remove H2S and CO2. It also involves a molecular sieve downstream unit to dehydrate and remove mercaptans, in combination with a dedicated physical or hybrid solvent for the removal of mercaptans from molsieve regeneration gas.
A perception exists that the use of hybrid solvents reduces revenue through hydrocarbon absorption losses. Simple hydrocarbon-loss percentages around the AGRU absorber provide some insight, but this data must be used cautiously, as it alone will not tell the full story.
Previous work has shown that, in most cases, higher hydrocarbon losses through coabsorption with hybrid solvents compared with using aqueous amines, such as methyl diethanolamine (MDEA), are offset by savings in reboiler energy consumption. This article goes a step further by modeling the full lifecycle costs of the two conventionally used process lineups so that informed solvent selection and capital investment decisions can be made. Capital and operating cost savings associated with hybrid solvents are also discussed. These savings further tip the economic balance in favor of hybrid solvent systems.
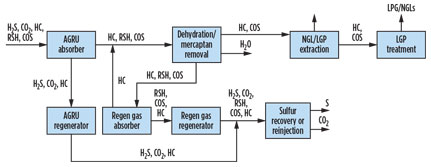
Aqueous amine-based process lineup. In a typical lineup for treating contaminated gas, multiple process steps are required for acid gas removal (Fig. 1). H2S, CO2 and some COS are removed in the AGRU. RSH and water are removed in the molsieve unit, and COS and other organic sulfides are addressed in additional units downstream. The molecular sieve regeneration gas contains RSH, which are removed using a small hybrid solvent-based system.
 |
|
Fig. 1. Typical lineup containing multiple process steps for treating contaminated gas. |
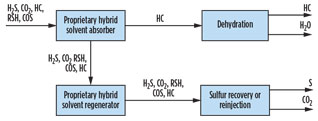
Hybrid solvent-based process lineup. Hybrid solvents, which combine chemical and physical solvents, provide a one-step acid gas removal process (Fig. 2). They remove sulfur components such as COS, carbon disulfide and RSH in one process in the AGRU main absorber without needing additional units. Amines in the aqueous hybrid solution react chemically with the H2S, CO2 and COS, and hybrid solvent contains sulfolane as a physical component, which has several effects:
- Enhances the removal of CO2 and COS by helping to dissolve these components from gas to liquid phase
- Facilitates RSH removal by increasing the solvent’s ability to dissolve these compounds
- Reduces the heat required for solvent regeneration
- Reduces solvent foaming tendency, which leads to smaller column diameters.
 |
|
Fig. 2. Gas treating lineup using hybrid solvent technology. |
Note: This process lineup is simpler than the alternative lineup in Fig. 1, with H2S, CO2, RSH, COS and organic sulfides all removed in the AGRU. A molecular sieve unit is necessary only for dehydration, and there is no need for a regeneration gas absorber or regenerator. It is also worth noting that molsieves vessels are smaller compared to the earlier option, since molsieves are used only for dehydration purposes.
The application of hybrid solvent technology offers performance advantages compared with a conventional scheme for treating sour gas. Crucially, the treating lineup is simpler and it enables all-in-one removal of contaminants, which can help reduce equipment count, thereby decreasing CAPEX and OPEX.
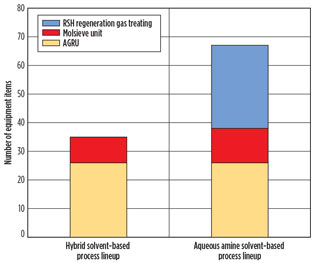
Lineup comparisons—equipment count. The use of a hybrid solvent-based process lineup substantially reduces capital costs by decreasing the equipment count (Fig. 3):
- Fewer molsieve beds are needed, as the molecular sieve unit is necessary for dehydration only
- Molsieve regeneration gas absorbers and regeneration gas regenerator units are not needed.
 |
|
Fig. 3. Use of a hybrid solvent-based process lineup |
Lineup comparisons—operating costs. Less energy is required to regenerate hybrid solvents compared with regenerating aqueous amines. Hybrid solvents have a lower specific heat and, therefore, require less energy to heat the solvent from the regenerator inlet to bottom temperature. The heats of absorption and desorption for CO2 and H2S are also considerably lower for hybrid solvents. In practice, these properties lead to 10%–40% lower reboiler duties for hybrid solvents compared with aqueous amine solvents for the same acid gas removal, providing that the same specifications can be met with the same solvent flow.
 |
Significant operational advantages from one proprietary hybrid solvent’sa greater tolerance for liquid hydrocarbons ingress are partly due to the higher physical solubility of heavy hydrocarbons. Based on extensive operations experience with hybrid solvent-based amine systems, less frequent foaming incidents have been observed and, therefore, more stable operation and less solvent loss due to upsets. This lower foaming tendency leads to a more favorable design foam factor, which consequently leads to reduced column diameters and lower CAPEX for absorber and regenerator columns.
Hydrocarbon losses. A perception exists that the use of hybrid solvent reduces revenues through higher hydrocarbon coabsorption losses compared with aqueous amine solvent systems. Although it is true that AGRU hydrocarbon losses are higher, the whole system must be considered to derive a true measure.
For example, in an AGRU system with hybrid solvents, most of the coabsorbed hydrocarbons are recovered from the rich solvent in a flash vessel downstream of the main absorber. The treated flash gas is used as fuel, thereby reducing the need to burn treated gas. This process illustrates the need for a full lifecycle cost analysis.
Scope of work. For the lifecycle cost assessment, a number of cases have been defined:
- Feed gas acid gas content
- Low CO2/low H2S content (2 mol% and 4 mol%, respectively)
- Low CO2/high H2S content (2 mol% and 6 mol%, respectively)
- High CO2/high H2S content (10 mol% and 10 mol%, respectively)
- Low CO2/high H2S content (10 mol% and 30 mol%, respectively)
- High CO2/low H2S content (30 mol% and 10 mol%, respectively)
- Variations in hydrocarbon leanness/richness of feed gas, which also implies molecular weight variations, depending on acid gas content of approximately 19 g/mol (minimum) to 28 (maximum) g/mol.
The following assumptions apply for all cases:
- Feed gas flowrate = 300 MMscfd
- Total RSH content = 200 ppmv
- Feed gas temperature = 55°C
- Lean solvent temperature = 60°C
- Flash gas pressure = 7 barg (set).
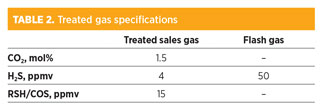
All 10 cases were designed to meet the treated gas specifications shown in Table 2. Assumptions for the lifecycle cost assessment are shown in Table 3.
 |
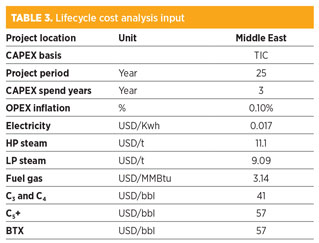 |
For the CAPEX total invested capital (TIC) estimate, the following items were excluded:
- Taxes, customs and excise duties
- Land acquisition, site preparation, buildings
- Tie-ins to existing facility
- New and extension of existing utilities
- Stack and ducting for the furnace
- New or extension of distributed control system, safeguarding system and quality management instruments
- Contingencies
- Annual inflation
- Outlook on future market developments (engineering, procurement and construction market escalation)
- Construction management cost
- All outside battery limits units
- Owners’ costs
- Front-end development
- Design and engineering
- Equipment development allowance
- All analyzers, including gas detection
- Possible heavy lifting for heavy equipment
- In-country security issues.
For the Annual OPEX estimate, only the following items were included:
- Steam required for reboilers
- Electricity for chillers, pumps and compressors
- Fuel duty for furnaces
- Revenue loss due to hydrocarbon coabsorption.
For clarity, the following items were excluded from the annual OPEX estimate:
- Labor costs associated with day-to-day operations
- Planned and unplanned maintenance
- Annual solvent losses.
Results. The ability of sulfolane to coabsorb hydrocarbons has led to the belief that solvents containing sulfolane result in excessive loss of revenue due to hydrocarbon losses. It is true that sulfolane, because of its physical solvent characteristics, absorbs more hydrocarbons. However, not all hydrocarbons that are absorbed should be considered as lost revenue.
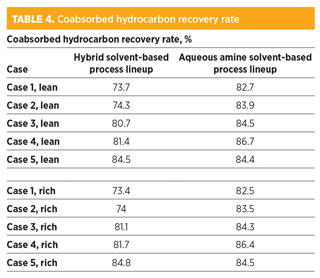
True hydrocarbon losses are the hydrocarbons that are entrained and dissolved in the absorber with the rich solvent and which, thereafter, are not flashed off in the flash vessel. The majority of hydrocarbons are flashed off in the flash vessel. Therefore, the coabsorbed hydrocarbon recovery rate can be defined as the ratio of hydrocarbons that leave with the treated flash gas stream and hydrocarbons that leave the AGRU absorber through the rich solvent stream. Table 4 shows that the coabsorbed hydrocarbon recovery rate from the treated flash gas is comparable for both the hybrid and aqueous amine solvent lineups, in most cases. Although hydrocarbon losses are higher with hybrid solvents, a significant amount of the hydrocarbons are recovered to bring this solvent within range of the aqueous amine solvent for coabsorption.
 |
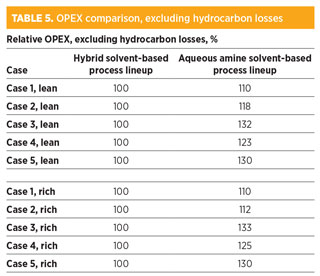
OPEX comparison. When excluding any hydrocarbon losses associated with both solvents, the operating costs are far lower—at least 10% lower—for the hybrid solvent-based lineup than for the aqueous amine option (Table 5). This is largely because less energy is required to regenerate hybrid solvents owing to their lower heat requirement, which leads to lower reboiler duties.
 |
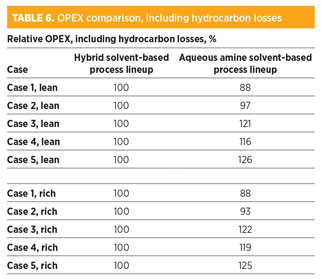
When taking hydrocarbon losses/coabsorption into account, the preferred lineup based on operating costs changes on a case-by-case basis. The results show, however, that the hybrid solvent option is the cheaper to run in six out of the 10 cases tested. In these cases, the hybrid solvent-based lineup ranges from 16% to 26% cheaper. In those few cases where the hybrid solvent option has a higher operating cost than the aqueous amine option, the cost difference range is considerably smaller, at between 3% and 12% (Table 6).
 |
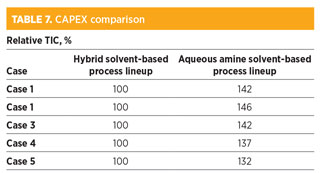
CAPEX comparison. The results show that, in all cases highlighted, the hybrid solvent option requires a considerably lower capital investment than the aqueous amine-based lineups option (Table 7). The hybrid solvent lineup comes in at least 32% cheaper, owing to the reduced equipment count and the smaller-sized AGRU absorber and regenerator columns it requires.
 |
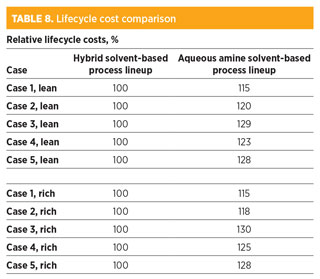
Lifecycle cost comparison. Taking all of the above results into consideration to calculate the entire lifecycle cost for both lineups shows that the hybrid solvent option has, in all 10 cases tested, the lowest overall cost. Opting for the hybrid solvent-based lineup over the aqueous amine process lineup options can provide lifecycle cost reductions of between 15% and 30% (Table 8).
 |
Recommendations. The impacts of coabsorption hydrocarbon losses are less than previously assumed with a hybrid solvent-based lineup, especially when the hydrocarbon recovery rate is taken into consideration. To make the right project decisions, a detailed lifecycle cost analysis should be conducted, where all factors (such as hydrocarbon losses, absorbed hydrocarbon recovery, CAPEX and OPEX) are taken into account.
From the lifecycle cost analyses for the cases considered in this article, it can be concluded that, for RSH removal, hybrid solvent-based lineups offer considerably better value than aqueous amine-based lineups for all 10 feed gas cases considered. A reduced equipment count also helps decrease capital costs (as well as the plot space) of the hybrid solvent-based lineup. The results show that the operational costs for this option are also lower, in most cases. These results more than compensate for hydrocarbon losses, thereby making hybrid solvent-based systems the best choice for most cases where RSH must be removed. GP
NOTE
aShell Global Solutions’ Sulfinol hybrid solvent.
 |
Pavan Chilukuri works as a licensing technical manager at Shell Global Solutions. He has more than eight years of experience in process technology commercialization, performance benchmarking and process optimization of CAPEX, OPEX and performance for maximizing net present value. Before joining Shell, Mr. Chilukuri worked as a business development manager at Masco group in California, leading their global expansion initiatives into Latin America. Prior to Masco, he worked at Foster Wheeler in China and the UK in interface management roles on coal-to-liquids and LNG projects, and at Shell Global Solutions in The Netherlands as a process engineer on gas processing and LNG research and development. Mr. Chilukuri holds an MBA degree from Duke University and a professional doctorate in chemical engineering from Twente University in The Netherlands.
 |
Arnav Bhattacharya is a process engineer with Shell Global Solutions. He works in the gas processing group, supporting various sites and new projects in the Asia-Pacific region. He has predominantly worked on basic design packages for acid gas removal and enrichment units, as well as sulfur recovery units. Prior to joining Shell, Mr. Bhattacharya interned at the Aditya Birla Group’s research and development center, where he worked on nonconventional production techniques for low-carbon cement; and at Total, where he was involved in the management of the health, safety and environment database. Mr. Bhattacharya completed his bachelor’s degree in chemical engineering from the Birla Institute of Technology and Sciences in Pilani, India.


Comments