
Consider low-strength acid gas processing retrofit options for sulfur recovery
N. Al-Qahtani, L. Alberts and S. Shahrani, Saudi Aramco, Haradh, Saudi Arabia
The natural gas fields feeding Saudi Aramco’s Haradh gas plant in Haradh, Saudi Arabia contain gas with more CO2 content than H2S. The nature of the feedstock requires several technology options to optimize plant economics and operations.
The low H2S-to-CO2 concentration ratio in the feed gas, and the subsequently removed acid gas, challenges the typical Claus-based sulfur recovery (SR) option. It requires substantial upstream acid gas enrichment (AGE) to concentrate the acid gas sufficiently to support the required high SR. To overcome this challenge, engineers at the Haradh gas plant used the mean of AGE with less mass transfer (six trays), enabling the economical production of these gas reserves. The AGE process enriches the H2S content of the acid gas stream, making it practical to recover sulfur in a Claus unit.
Here, the method by which Saudi Aramco engineers implemented the acid gas processing retrofit to enhance sulfur recovery is explained in detail. Additionally, reviews and comparisons of the various mass-transfer levels for enriching acid gas to sulfur recovery unit (SRU) feeds are given.
Haradh gas plant case study. The Haradh plant is one of the largest suppliers of energy to Saudi Arabia. Aramco recovers the acid gas flared to the atmosphere, although increasing H2S in the sour gas feed makes for greater volumes of acid gas.
A proposed option for recovering the flared acid gas is to evaluate the use of the existing AGE unit, acid gas common area and SRU to process 3 MMscfd of acid gas. This gas is normally flared by a low-pressure (LP) flare system. Another proposal involves reducing the supplemental fuel gas in the SRU. The second option has the potential to reduce fuel gas consumption and acid gas flaring while lowering emissions.
Outcomes from the study will help Saudi Aramco determine the best investment plan for enriching acid gas to SRU feed.
Objective. The objective of the study is to determine the feasibility of discontinuing acid gas flaring through the recovery of H2S with existing, mothballed AGE and SRU systems in a cost-effective, safe and environmental manner. The study covers the subject from different approaches, including analytical validation, environmental evaluation, economic consideration and simulation modeling.
Purpose. The goal of the feasibility study is to ascertain whether the AGE and SRU facilities can provide an environmentally sound contribution to Saudi Aramco’s gas business if the units are de-mothballed and maintained at an optimum level of operation.
By using AGE and SR to capture and process the acid gas, the fuel gas consumption would be decreased by at least 85% and emissions would be reduced. The evaluation is used to:
- Verify plant process conditions
- Determine operating conditions to ensure that there is less than 4 ppmv of H2S content in the treated gas from the acid gas recovery (AGR) units, and to determine the limits of the current gas treating plant to ensure successful operation of both the AGE and SRU
- Provide a summary report of the plant’s capacity limits and performance based on future operating conditions, equipment limits and operating parameters.
Gas plant processing background. The acid gas is generated from two gas sweetening processes. The total waste acid gas is typically 3 MMscfd, with very low Btu content and other incompatible constituents. The waste acid gas does not have a high enough concentration of acids to be sent directly to the SRU, so the gases are normally routed to the flare system.
Since the feedstock has a low heating value, significant quantities of fuel gas must be added to the flare gas header to confirm that there is sufficient Btu content at the flares. Adequate heating value ensures that residual hydrocarbons are effectively combusted and the flare is not extinguished.
The intent of the study is to review the plant design to determine if greater CO2 slip can provide H2S-rich feed for the AGE and SRU. The simulations provide a good baseline for modeling the gas plant capacity with the lower amine feedpoints and increased acid gas compositions.
The plan is to operate the AGE and SRU at conditions considered during design. A comparison of the design conditions and present operating conditions show a 30%–80% reduction in moles of H2S (Table 1).
 |
In summary, the option to operate the AGE and SRU together requires a thorough review of the existing plant and of factors negatively affecting future performance, including:
- Changing sour inlet flowrates
- Changing inlet acid gas composition
- Capability of amine to remove H2S and CO2
- Equipment turndown limitations, including lean/rich amine exchanger and lean amine pump
- The need for a sweet gas specification of 4 ppmv H2S
- Factors impacting corrosion in the stripper reboiler.
Feasibility study process. The study began with process simulations using methyldiethanolamine (MDEA) to ascertain the impact on the acid gas composition and if documented CO2 slip could be achieved. The simulations covered different amine feed trays and amine concentrations, and they identified conditions that negatively impacted the ability to ensure less than 4 ppmv of H2S in the treated gas.
A comparison of the design and future needs shows that using a lower amine feed tray provides sufficient CO2 slip for a higher-H2S-content acid gas that can be sufficiently enriched to allow operation of the SRU.
Acid gas flaring leads to SO2 emissions, which pose a hazard to plant personnel and to the environment. At present, the practice at the Haradh gas plant is to flare almost 0.8 MMscfd of fuel gas to spark 3 MMscfd of acid gas. The cost of flaring these fuel gas and acid gas volumes is estimated at nearly $78 MM over the next 20 years.
Operational practice. The Haradh gas plant receives sour gas at medium pressure (500 psig) that is fed to a gas sweetening unit to remove H2S and CO2. The original gas sweetening unit design is based on a pressure of 485 psi and an inlet composition of 0.3 mol% H2S and 1.15 mol% CO2.
The plant operates with a lower H2S content and a similar CO2 inlet composition. Both the increase in H2S and the consistent CO2 provide favorable conditions for slipping more CO2 and commissioning the AGE and SRU.
The original design amine circulation rate is 1,150 gallons per minute (gpm) and a reboiler duty of 34 MMBtu/hr. The required amine circulation rate is the minimum flow of 450 gpm when the amine inlet is at Tray 16. Higher flowrates are required for lower feed trays due to less contact time.
Natural gas from Haradh high-pressure wells is passed through slug catcher separators at the inlet area to remove hydrocarbon condensate and water. Natural gasoline, butane and propane are usually present in the gas, and gas processing plants are required for the recovery of these liquids (Fig. 1).
 |
|
Fig. 1. Gas sweetening process. |
The sour gas is sweetened by absorption of the H2S in an amine solution of activated MDEA. The acid waste gas from the amine process is prepared for flaring, and flash gas is incinerated by means of a hydrocarbon thermal oxidizer (TO). The major pollutants of concern are SOx and benzene, toulene and xylene (BTX) content in the waste acid gas.
The total flow of acid gas is about 3 MMscfd, which is flared with a fuel gas supplement of 0.8 MMscfd in the LP flare system. The BTX-heavy flash gas coming from the amine unit is routed to a hydrocarbon TO, since it requires a temperature higher than the flare system (800°F) to destroy the BTX content.
Proposed operational practice. The acid waste gas is usually used as a feedstock in the nearby SRU or in sulfuric acid plants (Fig. 2). Under one proposal, the acid waste gas could be recovered in elemental sulfur from the gas sweetening process (Fig. 3).
 |
|
Fig. 2. Acid gas enrichment process. |
 |
|
Fig. 3. SR process. |
The inlet operating conditions are assumed to remain constant for the purposes of the evaluation. Table 2 shows plant operating conditions used for the amine system evaluation.
 |
Project scope. The aim of the study is to outline a plan for the use of existing SRU and AGE facilities to recover excess H2S, divert CO2 to the nearby Hawiyah gas plant and establish an economically viable sulfur production line, while observing high environmental and safety measures.
The engineering scope includes several elements:
- Technical assessment of the feasibility of the project
- Management of all engineering aspects
- Review of design and specifications
- Analytical evaluation of the acid gas
- Evaluation of acid loading in amine concentration
- Evaluation of catalysts
- Establishment of necessary laboratory analytical methodologies for startup and future support
- Assessment and technical evaluation of existing online analyzers
- Performance of simulation, hydrotesting and precommissioning.
Cost estimate. Six options were included in this analysis, including the “do nothing” option:
- Option 1: Continue flaring 3 MMscfd of acid gas combined with 0.8 MMscfd of fuel gas—i.e., “do nothing”
- Option 2: Revive the AGE and SRU facilities
- Option 3: Install a compression system to send the acid gas to the Hawiyah gas plant
- Option 4: Install a micro-turbine system to generate power
- Option 5: Implement AGR technology and generate sulfur products
- Option 6: Implement wet sulfuric acid technology to produce sulfuric acid product.
The prices of fuel, energy and other fixed charges and overhead costs were estimated using corporate values. The initial investments of these options were estimated based on good engineering practices and the cost of similar installations by Saudi Aramco, and then some prorating factors were applied using the six-tenths factor to count for economies of scale for initial investment outlays. Operations and maintenance (O&M) costs were supplied by the operator’s financial department.
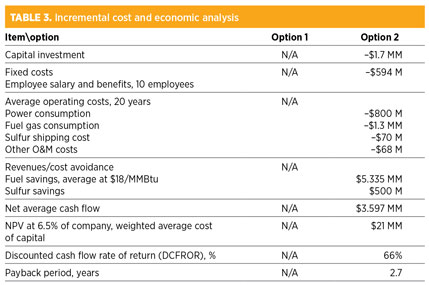
Economic models. The cost factors for each option are shown in Tables 3 and 4.
Two economic approaches were used. The first one examined what is needed to revive the existing SRU vs. continuing to flare the acid gas combined with the fuel gas. In this approach, the time span for operating the sulfur unit was set for 2014–2024.
|
|
 |
A second approach was added to embrace invested capital outlays for one of the other options and to include this capital budget investment in the 2015–2017 business plan. In this approach, operations would begin in 2019. Tables 3 and 4 show both approaches underlying all required investments and the related O&M and other fixed costs.
Table 3 shows that the revival of the existing sulfur system (Option 1) will save the company $21 MM between 2014 and 2034. If the lost fuel gas is measured accurately and found to be at or higher than 1.2 MMscfd, then the total savings effect will be as high as $40 MM net present value (NPV) instead of $21 MM.
Option 1 is viewed as a good economical option for a short-term investment to mitigate the impacts of flaring fuel and acid gas volumes. This option remains viable as long as it is a technically sound solution to mitigate SO2 emissions and save energy resources.
In the evaluation of Option 2, the flaring option was compared to four other capital investment options to include one option in the 2015–2017 business plan. This approach can be considered a substitution in case the revival of the existing sulfur plant is not technically viable. Table 4 shows the economic summaries of these options.
The incremental analysis in Table 4 shows that the most acceptable option to meet environmental requirements and prevent loss is Option 2, installing a compressor train and shipping the acid gas for processing at the Hawiyah gas plant. However, this option is economical only if the initial capital cost is lower than estimated or if the volume of flared gas at the Haradh gas plant is 1.2 MMscfd or higher. At present, the flared gas volume is estimated at less than 1.2 MMscfd.
Recommendations. Considering all of the short-term and long-term solutions available, the best option for meeting environmental requirements and reducing flared volumes of fuel gas and acid gas is Option 1, reviving the existing sulfur system (Table 3). If this option is not technical viable, however, then the only other low-cost, environmentally sound option is Option 2, installing a compression system to transport the acid gas to the Hawiyah gas plant for processing and saving the fuel gas for more lucrative uses (Table 4).
After the results of the study were presented, Saudi Aramco decided to evaluate Option 1 to determine the technical feasibility of reviving the existing sulfur system and ensuring that the system will resolve the company’s environmental concerns. This option requires further review of several associated recommendations, including to:
- Investigate whether the amine strength of 22 wt% MDEA (compared to 25 wt% or 27 wt% MDEA) allows for more CO2 slip when operating with a minimum amine circulation rate
- Feed the lean amine into the contactor at Tray 8 or Tray 10 to maximize CO2 slip
- Review long-term system performance and evaluate the need for increased stripping with the addition of performance-enhancing boosters. GP
 |
Nasser Ali Al-Qahtani is a lead process engineer and process engineering supervisor at Saudi Aramco’s gas division. He joined the company in 2007 as a process engineer at the gas sweetening and gas condensate stabilization plant. In 2013, Mr. Qahtani took responsibility for the commissioning and startup of the acid gas enrichment and sulfur recovery units in the Haradh gas plant. In 2014, he was nominated as the plant process engineering unit supervisor. Mr. Qahtani has written a number of technical articles on gas sweetening and sulfur recovery processes. In addition, he and his group contributed to the elimination of acid gas flaring at the Haradh plant. Mr. Qahtani demonstrated a new approach to optimize the operation of gas condensate and sour water treatment and deployed chemical automation technology at several treatment systems. He has received several awards for his research and work achievements.
 |
Les Alberts graduated from the University of Saskatchewan with BS and MS degrees in chemical engineering. He also earned an MBA degree from Royal Roads University in Victoria, British Columbia. Mr. Alberts worked with Dow Chemical Canada for 20 years. His experience includes process engineering, process automation, operations and project management. He spent more than five years in gas treating, specializing in plant simulation, optimization, troubleshooting, startup support, ongoing support and gas chromatography services. Mr. Alberts continued his work in gas processing as an engineering consultant and a gas processing technical support manager before joining AltaGas Ltd., where he provided engineering support for a number of gas processing facilities. At present, he works for Saudi Aramco’s gas operations division as a technical support engineer.
 |
Saeed Al-Shahrani is a chemist with 22 years of experience in the petroleum industry. He specializes in gas chromatography with multiple detectors and is knowledgeable in the analysis of permanent gases. He has worked on quality control of oilfield chemicals and industrial-grade water, using various analytical techniques and applying international quality protocols. He has experience in permanent gas processing plants and in processing natural gas as a process engineer. Mr. Al-Shahrani holds a BSc degree from the University of Surrey in the UK.


Comments