
Optimize facility design with advances in air emissions modeling
B. L. Burr, Bryan Research & Engineering Inc., Bryan, Texas; K. Mach, Chesapeake Energy,
Oklahoma City, Oklahoma; and A. M. Georgeson, DCP Midstream, Granbury, Texas
Hydrocarbon processing systems and storage tanks are significant sources of volatile organic compound (VOC) emissions in the US. Emissions rates from process units and tanks have historically been calculated individually for permit applications and at a single operating point after design engineering is complete.
Now, with the New Source Performance Standard Subpart OOOO (NSPS OOOO) rule from the US Environmental Protection Agency (EPA), operating companies must perform far more VOC emissions calculations than ever before to comply with increased reporting requirements. With more focus on the quantities emitted and on possible control alternatives, there is more interest in using emissions calculation methods during the oil and gas production site design stage.
More sophisticated modeling systems using chemical process simulators permit more accurate emissions estimation over a wider range of conditions and configurations. Recent advances in simulation interface technology permit automation of these modeling tasks for more efficient enterprise-wide reporting.
Coinciding with a rise in regulation and scrutiny of air emissions, there has been a rise in computer and simulation software performance. Such technology allows producers to create detailed emissions predictions using the best available scientific methods. It also allows permitting and reporting tasks to be executed with minimal economic burden and provides a framework for further engineering and optimization tasks.
Here, recent advances toward automated methods are described for calculating both tank flash emissions and working, breathing and loading loss emissions from oil and gas site storage tanks.
Types of air emissions. Due to the wide variety of industrial activities in the US, there are many different classifications of air emissions. The most common classifications affecting the upstream oil and gas sector include:
- A hazardous air pollutant (HAP), which is a chemical specifically designated by the EPA as having adverse human health or ecological impacts. At the time of the 1990 Clean Air Act, 187 chemicals were designated as hazardous, although additions and removals have been made.1
- VOCs, which are defined as any carbon compound that participates in atmospheric photochemical reactions, unless the compound is excluded or specifically exempted. Excluded are carbon monoxide (CO), carbon dioxide (CO2), carbonic acid (H₂CO₃), metallic carbides and ammonium carbonate [(NH₄)₂CO₃]. Methane (CH4) and ethane are exempted, along with a list of compounds in 40 CFR 51.100(s).2
- Benzene, toluene, ethylbenzene and xylene (BTEX) are aromatic hydrocarbons classified as both VOCs and HAPs. These compounds make up a considerable fraction of the hydrocarbon produced from oil and gas wells.
- Greenhouse gases (GHGs) are believed to contribute to climate change. CO2 is the most prevalent GHG, released from both process and combustion sources. Other common GHGs include CH4 and nitrous oxide, which are reported to have 21 and 310 times the global warming potential of CO2, respectively.3
- Nitrous oxides (NOx) refer to a group of highly reactive gases including NO, NO2 and N2O, which are formed in high-temperature combustion. Of this group, NO2 is considered to be of the highest interest, and it is tracked as an indicator for the larger group of NOx.4
- Sulfur dioxide (SO2) is a toxic gas that also contributes to acid rain through a reaction with atmospheric water. SO2 is a product when sulfur-rich fuels or process streams are burned.5
- Particulate matter (PM) is a measure of the tiny solids suspended in the atmosphere with a size between 0.1 µm and 10 µm. The majority of particulates are naturally occurring, including mineral dust and sea salt. Industrial activity, such as fuel combustion, can contribute to particulate pollution.6
- Criteria pollutants are ozone, lead, CO, NOx, SO2 and PM. They may be directly emitted, or they may be the product of atmospheric reactions. Criteria pollutants are the subject of national ambient air quality standards.7
Air emissions from a facility are categorized as point source or fugitive emissions. Point source emissions come from a single, identifiable location, such as a tank vent or an exhaust stack. Point sources may be equipped with continuous emissions monitoring systems to measure pollutant type and rate at regular intervals. For the vast majority of point sources, pollutant type and rate are estimated with engineering calculations or process simulations.
Fugitive emissions escape through valve packing, pump seals, flanges and the like; they are usually estimated on a plant-wide basis, using emissions factors. For most oil and gas production sites, continuous emissions monitoring is excessive. Operating companies typically develop their own mechanisms for meeting emissions tracking requirements by the EPA and state agencies. The development of such tracking mechanisms is discussed here.
Oil and condensate tanks. Oil and condensate tanks at production sites are point sources; several types of emissions are estimated from this type of source. The primary emissions are atmospheric tank flash emissions, which result when production liquids originally at their bubble point in a high-pressure (HP) separator are transferred to a storage tank held at near-atmospheric pressure.
The change to new equilibrium conditions at a lower pressure usually vaporizes hydrocarbons, which vent to the atmosphere or to some emissions control system. Secondary types of VOC emissions, which must be estimated, are working, breathing and loading losses produced from unsteady-state operation of the atmospheric storage tank. The standard method for calculating these emissions is defined in the EPA AP-42 specification.8
Usually, these emissions are predicted for the purpose of obtaining construction and/or operating permits for a well site from a state environmental regulatory agency. Compliance demonstration and inventory purposes, the short-term emissions (lb/hr or lb/d of VOC), and the long-term emissions (12-month rolling total of VOC emissions) are usually required by the EPA, state governments and local agencies.
Also in recent years, the differentiating permit requirement levels for emissions thresholds have been dropping. This scenario has motivated operators to reduce emissions and emissions estimates. Operators are using more accurate emissions calculation methods and tools, which allow them to design well site facilities with emissions reductions in mind.
Emissions may also be predicted for the purpose of implementing control methods, such as vapor recovery compressors or flares. For this prediction, maximum instantaneous rates are used, rather than monthly or annual averages.
Finally, any hydrocarbon lost to the atmosphere is a hydrocarbon not available as a saleable product. Through adjustment of the well site equipment and pressure profile, the possibility exists to increase product rates.
All of these emissions calculating and reporting efforts incur considerable costs. Companies are constantly seeking better ways to streamline the work process while also providing high-quality and accurate estimates.
Technology solutions. Several tools have been used for estimating VOCs and other types of emissions. Nearly all jurisdictions allow the use of process simulators that are based on Peng-Robinson or Soave-Redlich-Kwong (SRK) equations of state (EOSs) when performing physical property and equilibrium flash calculations. Some less rigorous methods, such as the Vasques-Beggs Equation (VBE)9 or E&P Tanks software,10 are also used.
In this study, a commercially available proprietary process simulator11 is used. The simulator utilizes both the Peng-Robinson and SRK EOS options.
Traditional forward well site calculation. The traditional method for calculating VOC emissions from oil or condensate tanks starts with sampling the liquid from the separator upstream of the atmospheric tank while it is still at separator pressure. The sample is sent to a laboratory for analysis by gas chromatograph, while separator pressure and temperature are recorded, along with storage tank temperature.
Process information is entered into a process simulation, which then calculates the amount and composition of vapors generated upon equilibrium flash to atmospheric pressure at the measured tank temperature. From those vapors, the propane and heavier hydrocarbons are summed to yield the tank flash VOC emissions, which are typically reported in tpy.
From this point, the residual atmospheric tank liquid product is used, along with information about tank dimensions, paint color and quality, roof type, and location to calculate working and breathing losses using the EPA’s AP-42 methodology.
Working losses result from vapors being forced out of the tank as the liquid level rises. When the level falls, unsaturated vapors enter that have new capacity for bringing VOCs out of the stored liquid. Breathing losses are similar, except that they are the result of thermal expansion and contraction of the vapor space caused by diurnal temperature cycles. Loading losses are calculated based on the type of liquid unloading system and the efficiency of any emissions control system, also according to AP-42 methodology.12
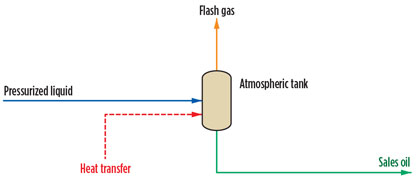
A typical example13, 14 for calculating a single storage tank is specified in Fig. 1, along with the results from a proprietary simulation.
 |
|
Fig. 1. Simulation of atmospheric tank. |
The sales oil flows at 188 bpd from a storage tank near Sioux Falls, South Dakota, where the atmospheric pressure is 13.98 psia and ambient temperature is 64.2°F. The pressurized liquid comes from a separator operating at 42 psig and 66°F. The tank data and dimensions are:
- Five tanks
- Diameter of 12 ft, height of 25 ft
- Conical roof with a slope of 0.05
- Filled 50% on average, 90% on maximum
- Medium gray paint, good condition
- Vacuum breaker opens at −0.03 psig
- Breather opens at 0.03 psig.
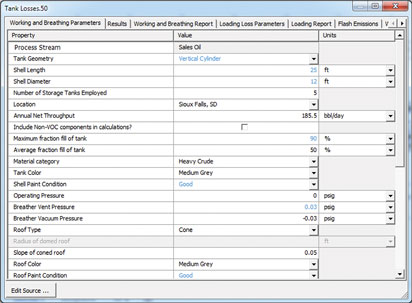
The screenshot in Fig. 2 is the working and breathing loss utility dialog window for this case.
 |
|
Fig. 2. Tank loss interface in a simulator model. |
The pressurized liquid sample has the following composition where the C10+ material has a molecular weight of 262.7 lb/lb-mol, and a specific gravity of 0.87872 (Table 1).
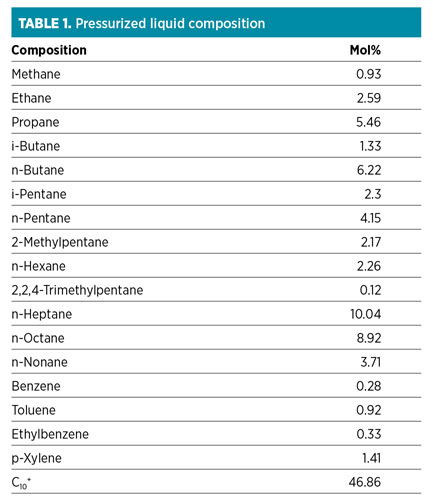
The Peng-Robinson EOS is used for this case. The C10+ component is configured as a single oil in the proprietary simulator’s oil characterization utility, which takes the molecular weight and specific gravity as inputs to create a pseudo-component representing the entire C10+ material.
An equilibrium flash of the above composition to 13.98 psia and 64.2°F produces 110.8 tpy of tank flash VOC emissions. The simulator features a working and breathing losses utility that incorporates the EPA AP-42 methodology in a way that relieves the user from needing to export intermediate results and run them in another program. The total working and breathing losses for this case are 12.65 tpy.
The pressurized liquid pressure and temperature are not necessary for computing the flash emissions, but they are useful for validating the results. A good check on the quality of the sampling and laboratory analysis is to compute the bubble point of the above composition at separator pressure and then compare it to the measured separator temperature. The two values should correspond closely with one another. In this case, the pressurized liquid has a predicted bubble point of 67.4°F, which compares well to the measurement of 66°F.
This case is from the Marathon-Peacock Study,14 which reports direct measurements of emissions from an oil storage tank. Table 2 shows simulator results for tank flash emissions compared to direct measurements and several other emissions calculation methods. These results are from that study’s case, which had 188 bpd of tank oil production.
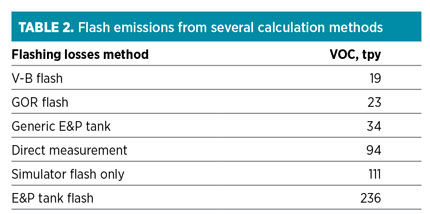
The simulator’s predicted VOC emissions are 18% higher than (and considerably close to) direct measurements. A method that over-predicts emissions by too much will place a significant portion of well sites into a more complex permitting category. Methods that typically under-predict emissions, if accepted by state agencies, will place more wells into the simpler permitting category. However, well sites are subject to operating inspection tests and compliance reporting. Permits based on gross under-predictions of VOC emissions may present considerable challenges to operators during compliance testing and reporting.
After the emissions results are obtained, they are manually compiled into a report. The steps must be repeated if the well conditions change, if the separator conditions change, or on an annual basis, as required by law. The same steps must be completed for each well site in the field.
Recent developments in emissions calculations. The traditional method for calculating VOC emissions from a well site’s storage tanks requires permitting and compliance personnel to manually transfer data from databases or spreadsheets into calculation software, and then to transfer the results back to permit or compliance reports. This effort is tolerable so long as:
- The number of wells to permit and pass compliance are manageable
- There is little concern for optimizing the well site design for VOC emissions minimization
- Measurements exist for pressurized liquid at current operating pressure.
With shale oil and gas booms, production companies must now contend with far more wells than in years past. Furthermore, these wells often run at production rates and separator pressures that are considerably different than when the original measurements were taken.
Emissions thresholds for initiating more intensive permitting regimes have fallen in recent years. Operators have responded by designing additional equipment into well sites, which can substantially reduce tank flash VOCs. Some examples are heater-treaters, secondary low-pressure (LP) separators, vapor recovery compressors, and flares.
These intermediate separators work by driving off most of the traditional tank flash emissions at slightly above atmospheric pressure into a vapor recovery compressor and back to the sales gas pipeline. The liquids leaving these intermediate separators have very low levels of VOCs that will flash at atmospheric tank conditions.
These VOC-reducing additions to the well site design not only put the well into a simpler permitting category, but they also recover valuable material into the sales gas, which would have otherwise been lost to the atmosphere. They also have the benefit of not allowing air into the recovered vapors, which happens if the vapor recovery unit (VRU) is applied directly to the atmospheric tank vent.
Case Study 1. Some major challenges for operating companies when entering a new production play are the lack of infrastructure and an unstable oil and gas production forecast. To improve this production forecast, reservoir engineers typically collect a few pressurized oil and gas samples at the inlet separator and request laboratories to perform a recombination of the oil and gas samples to obtain a full well stream of a representative site in a new formation. These recombination studies are also known as pressure-volume-temperature (PVT) studies.
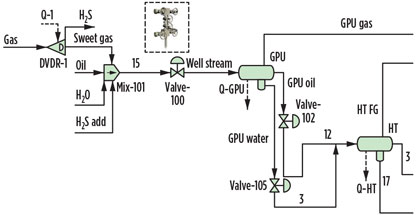
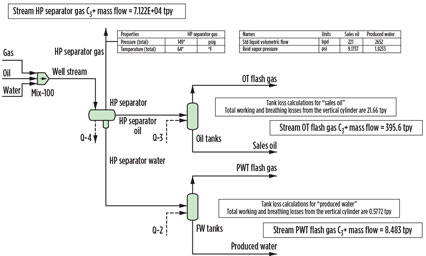
Operating companies that do not want to spend effort and resources for PVT studies could take the same pressurized oil and gas samples and recombine them, using process simulation. Utilizing process simulation with oil and gas pressurized samples collected at the most upstream point and at the topside point of the process can help operating companies solve different emissions scenarios with minimal sampling effort and cost (Fig. 3).
 |
|
Fig. 3. Partial well site model. |
Recreate well stream fluid by mass balance. The recombination of inlet stream compositions to match measured product rates for oil, gas and water provides a well stream inlet flow and composition suitable for evaluating cases at any operating condition or configuration for that well site. Creating this well stream requires the sales gas composition and flowrate to be measured simultaneously with the pressurized liquid sample. However, knowledge of this well stream can be applied to this well over many alternative or future operating conditions. The well stream may also be applied to differently operated well sites within the same formation, which greatly reduces sampling and analytical requirements.
To perform inlet stream recombination to create a well stream, calculators in the simulation iteratively adjust one specification (e.g., an inlet stream flowrate) until another simulation property (e.g., one of the product stream flowrates) matches a target (e.g., that product stream’s measured flowrate).
To recombine the gas and oil samples, temperature and pressure, as well as the gas/oil ratio at the inlet separator, must be recorded. After entering temperature, pressure, and oil and gas composites in the inlet stream of the inlet separator, simulator solvers for inlet gas, oil and water streams should be activated to simulate the three-phase inlet separator. The rest of the surface facility should be set up as operated during the time the samples were collected.
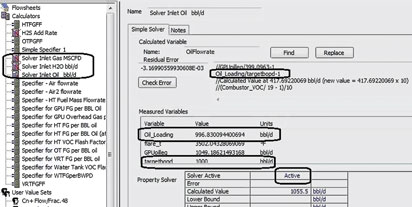
To simulate the well stream fluid, the solvers should be applied to the inlet streams to drive oil/gas/water product streams of the process to match the recorded oil/gas and water production flows obtained during sampling. The oil stream solver adjusts the inlet oil stream flowrate to match the product measured flowrate of 1,000 bpd in the oil loading stream (see Figs. 4 and 5).
 |
|
Fig. 4. Solver configuration for well stream recombination. |
 |
|
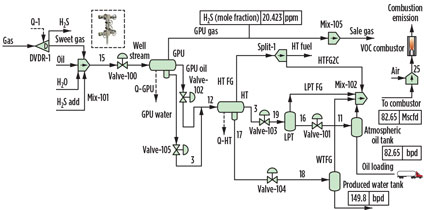
Fig. 5. Full well site model for recreating well stream. |
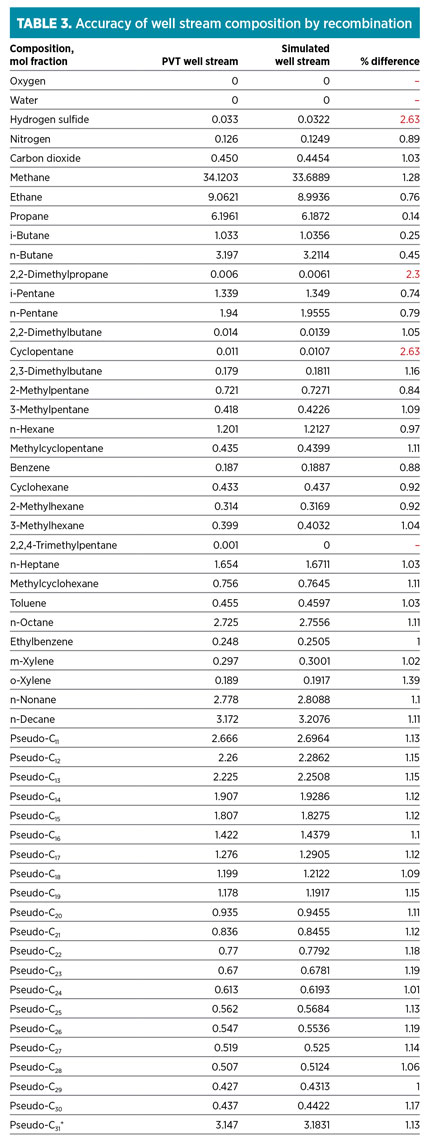
The results of the simulated well stream composition are comparable to the PVT well stream provided by the laboratory. The maximum difference on a component-by-component basis between the laboratory results and the simulation is 2.7%, as shown in Table 3. The simulation model can now be used to recreate or simulate well head streams to obtain appropriate well head compositions and gas-to-oil ratios for different wells in the same formation. The model provides flexibility and prompt results.
Reevaluate the system at different separator pressures. With the full well stream simulated, the operating company has a good estimate of the expected oil and gas production for a similar well in the same formation. A major challenge for a developing area is the frequent change in sales gas pipeline pressure available, due to the midstream company implementing various compressor stations to meet gas gathering demand.
A fluctuating sales line pressure causes differences in inlet separator pressure at production sites. Demonstrating air emissions compliance in the face of such operational swings is the main reason to reevaluate the surface facility by simulating at different separator pressures.
Prior to adjusting the inlet separator pressure, the three original inlet flow solvers in the simulator should be deactivated to preserve the well stream compositions, since the downhole fluid composition presumably remains stable while operators physically adjust the well head choke valve for pressure variation. At an oil and gas production pad, the sale of oil and gas is documented using a gas meter and an oil run ticket. The emissions calculation concept presented here is to develop the flash factors tied to the available production data that all operating companies would record and maintain.
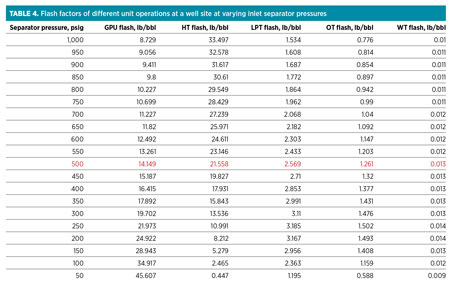
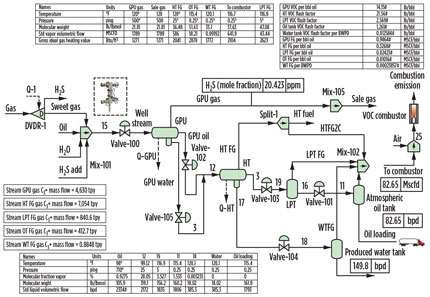
Flash factors at each unit operation are defined in terms of pounds of VOC emissions from the overhead stream per barrel of oil produced at the stock tank. These flash factors hold to a tight range as long as operating conditions downstream of the inlet separator are unchanged. However, changes in separator conditions or settings will change the flash factors, and these changes can be captured by the simulator model. One simulator tool helps automate the runs as the inlet separator pressures are changed. The result of several flash factors at each unit operation vs. the inlet separator pressures are presented in Table 4 and in Fig. 6.
 |
|
Fig. 6. Well site model with flash factors at a 500-psig gas production unit. |
Multiple samples in a shale formation can be run using this same simulator model, as long as the wells are drawn from the same reservoir to produce similar well stream compositions. A library of flash factors can be loaded into a company-built database or an environmental management system (EMS) for emission tracking or permitting purposes.
As inlet pressures change from time to time, an appropriate set of flash factors can be selected. The selection of flash factors can be automated so that as soon as the SCADA system picks up a new pressure reading at a remote production site, the compliance officer can immediately update the 12-month rolling total emissions or quantify the emissions from an event. The collection of flash factors will also speed up the permitting process, along with other periodic reporting requirements.
Case Study 2. In this case study, a technique is discussed for automatically calculating emissions for numerous well sites using a single model linked to a spreadsheet filled with well site data. A scenario tool in the simulator manages the transfer of input and output data between the simulator and the spreadsheet data, along with executing the simulation for each case. Due in no small part to requests from simulator users involved in calculating VOC emissions, the scenario tool has been enhanced with the ability to:
- Import properties, such as specific gravity and molecular weight (often used to characterize C10+ components in oil and gas analyses), from a spreadsheet into the simulator, to define single oils
- Transfer working, breathing and loading tool properties, including text selections like geographic location and tank type
- Produce custom spreadsheet report files separate from the spreadsheet workbook containing the data
- Produce simulator project files for each case within a scenario.
Two objectives exist for this study. First, all of the well sites are to have their emissions calculated and stored in a spreadsheet. The well site emissions will be summed to generate a total area inventory for VOC emissions. The second objective is to generate a distinct emissions report for each well site during the course of automatically running the simulations. These calculations must be performed each year.
Well conditions vary from year to year, bringing the need to calculate emissions for all wells each year. Usually, the reservoir composition is assumed to remain constant, so well test data can be used as the basis for the calculation of subsequent year emissions rates.
Sales gas and oil production rates vary from year to year and are inputs. Just as in Case Study 1, the simulator model shown in Fig. 7 contains calculators that adjust the inlet oil, gas and water stream flowrates so that the simulated sales gas, produced oil and produced water rates match the observed values for a given year.
 |
|
Fig. 7. Complete well site model from simulator. |
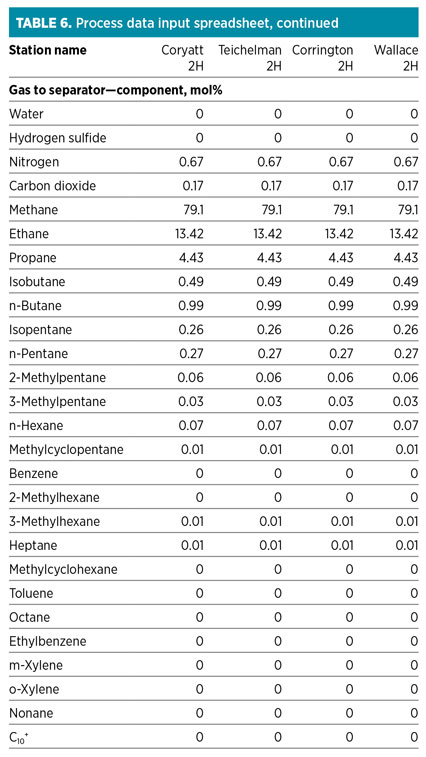
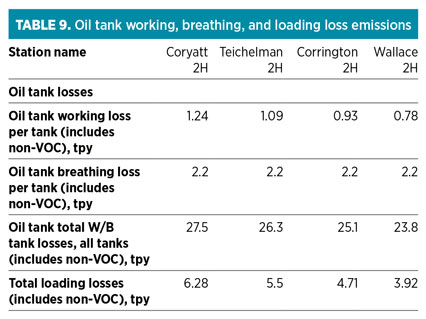
The simulation begins with a spreadsheet workbook containing all data required to calculate emissions for each well site. In this case, a column will contain all data for a single well. The first segment, shown in Table 5, is the composition of oil sampled from the HP separator during a well test for four different wells. Tables 6–9 also have four data columns each that refer to these same four wells, respectively.
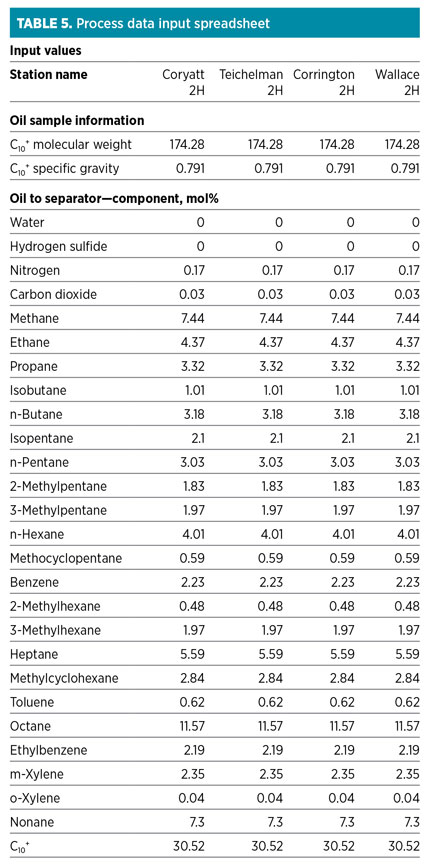
The C10+ component at the bottom of the component list, which was created from the simulator’s oil characterization utility as a single oil and added to the component list, generally comprises a large amount of oil compositions. However, the properties of this C10+ fraction vary significantly from well to well. A single oil can be defined by supplying a specific gravity and molecular weight, and these properties are usually available in oil analyses. The simulator’s scenario tool can change a single oil’s specific gravity and molecular weight for each case in the scenario.
Table 6 shows the composition of the gas from the same test. Note that, even though some components are not present in the gas composition, storage locations exist for all of the same components that are present in the oil. It is important to maintain consistent component lists when using simulation. The simulation streams all use the same composition set defined in the flowsheet environment. It is important to match the spreadsheet-side compositions to the same component list and order as in the simulation.
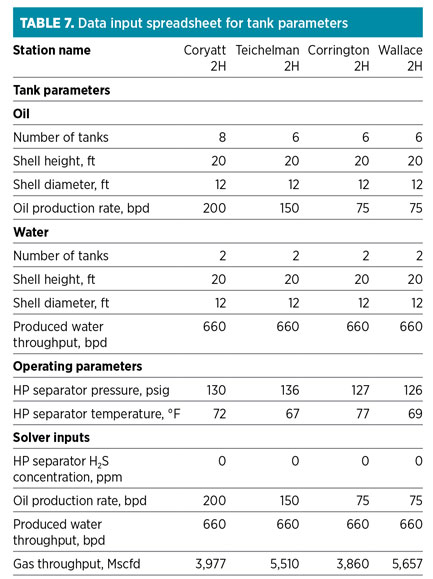
The remaining process inputs are the HP separator pressure and temperature, oil rate, gas rate, water rate and then tank parameters (Table 7). There are many more possible tank parameters, as displayed in Fig. 2, but, in this case, the only parameters that vary among these wells are the ones shown below. The fixed specifications here are:
- Tank geometry: vertical cylinder
- Location: Charleston, West Virginia
- Material category: light organics
- Tank and roof color/condition: dark green/good
- Roof type: cone with 0.0625 slope
- Cargo carrier: tank truck or rail tank car
- Submerged loading with dedicated normal service
- Overall reduction efficiency: 0%.
The flowrate specifications are directed to user values (or custom data storage properties) within the simulator. These become target flowrates in solvers, which adjust the flowrates of each feed type (oil, gas and water) entering the separator. In this way, the measured product flows are achieved and the liquid leaving the separator is at its bubble point.
After supplying input specifications to the spreadsheet, this information is tied to respective model properties using the simulator’s scenario tool. In the tool’s main dialog window, there are selection boxes to check the simulation file by running scenarios against one another. Following these options are sections for inputs (links for transferring spreadsheet data into the model) and outputs (for model-to-spreadsheet transfer). Each item in these two windows defines a linkage between a spreadsheet range and a simulator property.
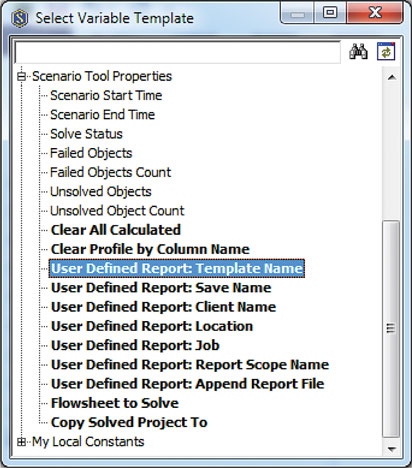
Once the linkages are configured, the scenario tool can be run from a starting case to an ending case, as set by the user. The scenario operates by first transferring spreadsheet values into simulator properties, according to the linkages in simulator inputs. Next, the scenario tool executes the simulation case. After the run is completed, values from the simulator stream, block, analyses, system or other properties are transferred into spreadsheet destination cells, according to the defined linkages in simulator outputs. A large number of cases can be run at one time, with desired results being placed into a spreadsheet for later tabulation or graphing (Fig. 8).
 |
|
Fig. 8. Scenario tool properties available for transfer between the simulator and |
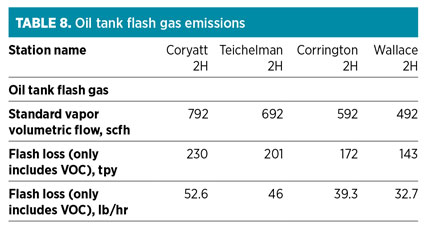
For the first four well site cases, results are shown in Tables 8–9 for flashing, working, breathing and loading losses from the oil tank. Reported, but not shown, are speciated compositions of the loss streams and water tank flashing losses. After all cases are run for each well site (one well per column), the various VOC loss types can be summed to produce the inventory.
In addition to the emissions totals, there has been interest in user-defined or custom reports for each case or well site showing input specifications and emissions results. The simulator’s scenario tool is able to generate such reports at the end of each case’s calculation and then uniquely create and store report output files.
This report contains the particular results for a case or a well site arranged in the format of the user-defined template. Additional properties help make the resulting reports more appealing, such as the client name, location and job properties. The “append” option can be specified to add the report as a flowsheet in the previously created workbook, if desired.
Takeaway. Regulatory changes have greatly increased the number of VOC and other emissions calculations from oil and gas production sites. Reduction of permitting thresholds has increased operators’ incentives to obtain more accurate estimates and to design well sites for minimum emissions.
Design-quality process simulators are shown to address these needs, with little customization required by the particular air quality field as applied to oil and gas processing. By adding the EPA AP-42 routines for computing working, breathing and loading losses, the work that was typically handled in two programs collapses into a single one.
The scenario tool in the simulator is well-suited for processing large numbers of well site case data stored in spreadsheets and then generating emissions totals and custom emissions reports. For managing multiple well sites in the same play, a simulation design based on a well stream fluid composition yields a simple emissions factor model from which environmental group users can easily multiply by individual well site production rates to estimate total emissions.
The cases mentioned here are some of the more sophisticated developments in the area of providing well site emissions estimates. Much development is in progress at several companies, so it is certain that even more effective work processes will be available in the near future. Design-quality process simulators will be integral to these new developments. GP
Acknowledgments
The authors wish to express their appreciation to Ashley Hull of Bryan Research and Engineering Inc. for his dedicated work to develop and enhance the working and breathing losses utility and the scenario tool.
Literature cited
1US EPA, “Air toxics web site: Rules and implementation,” April 2011.
2US EPA, “Definition of volatile organic compounds (VOCs),” March 2009.
3US EPA, “Greenhouse gas emissions,” April 2011.
4US EPA, “Nitrogen dioxide,” October 2010.
5US EPA, “Sulfur dioxide,” March 2011.
6US EPA, “Particulate matter,” March 2011.
7US EPA, “Six common air pollutants,” July 2010.
8US EPA, “Compilation of air pollutant emission factors, AP-42, Section 7.1: Organic liquid storage tanks,” Research Triangle Park, North Carolina, September 1997.
9Vasquez, M. E. and H. D. Beggs, “Correlations for fluid physical property prediction,” Journal of Petroleum Technology, March 1980.
10American Petroleum Institute, “E&P tanks, Version 2.0, process simulation software,” 1999.
11Bryan Research and Engineering Inc., “ProMax 3.2.13330 process simulation software,” Bryan, Texas, November 2013.
12Michaelson, N. R. and K. Malmquist, “Benefits of process modeling software for estimating upstream oil and gas air emissions,” Proceedings of the 106th Air & Waste Management Association Annual Conference and Exhibition, Chicago, Illinois, June 2013.
13Bryan Research and Engineering Inc., “ProMax: Air emissions, training course manual,” December 2013.
14Peacock, P., “Bakken oil storage tank emission models,” Bakken VOC Emission Control Solution Session, Bismarck, North Dakota, 2010.
 |
Barry Burr has worked as a senior consulting engineer for Bryan Research and Engineering (BR&E) since 2007. His territory covers oil and gas markets in California, the Rockies, Oklahoma, Kansas, Ohio, Pennsylvania and West Virginia. Prior to joining BR&E, he worked as a process engineer for Koch Refining (now Flint Hills Refining) in Corpus Christi, Texas, and as an advanced process control engineer for Raytheon Process Automation/Simulation Sciences, Dot Products and PAS. Dr. Burr earned his BS degree and PhD in chemical engineering at Texas A&M University.
 |
Kha Mach has worked as an environmental supervisor and corporate air engineer for Chesapeake Energy Corp. since 2010. His primary responsibility at Chesapeake is air permitting and emissions inventory for the Barnett, Eagle Ford, Mississippi Lime, Colony Wash, Granite Wash and Haynesville shale plays in Texas, Oklahoma, Kansas and Louisiana. Prior to joining Chesapeake, Mr. Mach worked as an environmental specialist for Providence Engineering in Dallas, Texas, and as a permit engineer for TCEQ in Austin, Texas and ODEQ in Oklahoma City, Oklahoma. He earned his bachelor’s and master’s degrees in chemical engineering at the University of Oklahoma. Mr. Mach is a registered professional engineer in the states of Texas, Oklahoma and California.
 |
Adam Georgeson has worked as an asset engineer for DCP Midstream since February 2014. His current role involves process design, troubleshooting and project management for the Barnett shale area. Prior to joining DCP Midstream, he worked in technical support at Bryan Research and Engineering Inc. and in process control at the OPTI Canada (now CNOOC Ltd.) Long Lake upgrader. Mr. Georgeson earned his BS degree in chemical engineering from the University of Alberta and his MS degree in chemical engineering from Texas A&M University.


Comments