
Consider factors affecting onshore LNG plant design
H. Pandya, Saipem India Projects Ltd., New Delhi, India
In the LNG value chain, liquefaction is the most critical part of the processing chain. When designing an onshore LNG plant—especially the liquefaction section—it is important to consider critical design parameters.
Composition of feed and export market. The composition and variability of the feed gas are essential parameters in the design of an LNG plant. The contaminants (acid gases, water, mercury and sulfurous components) contained in the gas determine the type and complexity of the plant’s preprocessing section.
The heavy hydrocarbons content influences the choice of the NGL recovery section, the fractionation technology and the complexity of the gas receiving section (including the slug catcher, stabilization process and other components). If the heavy hydrocarbons content is high, more energy will be consumed in the NGL recovery section to process the higher flow of liquid hydrocarbons and extract products to specification.
The sizing of a plant based on the heaviest input composition must be carefully considered, keeping in mind that oversized fractionation columns may not operate at the lower flowrates associated with a lighter feed gas composition. Feed gas normally contains three to six different cases—i.e., rich composition, lean composition and base composition, with variation in ambient temperature.
Every country has individual specifications for the heating value and composition of the gas it purchases. For example, gas with a heating value of less than 1,065 British thermal units per standard cubic foot (Btu/scf) is suitable for the US and UK markets, whereas this value is too low for the Asian market, which requires gas to have a heating value greater than 1,090 Btu/scf. In Europe, the requirement is between 990 Btu/scf and 1,160 Btu/scf.
A gas interchangeability index, the Wobbe Index, is also used in Europe. The Wobbe Index is defined as the ratio of higher heating value to the square root of gas-specific gravity (relative to air), and it is often more stringent than the heating value specification. Inert gases like helium (He) and nitrogen (N2) decide the post-liquefaction processes—i.e., the He/N2 recovery section. Very low (< 1%) N2 content does not require any treatment for N2 and is acceptable in LNG, whereas moderate to high N2 content requires N2 stripping or the inclusion of an N2 recovery section.
LNG plants that aim to meet the needs of more than one market must have a flexible NGL recovery unit that is equipped with devices suitable for reinjecting heavy components into the gas to be liquefied.
Technology selection. The technology selection is determined by the size of the plant and the capacity of the gas reservoir. A proprietary, propane-precooled mixed-refrigerant (MR) process is used when the baseload capacity is between 4 million tons per year (MMtpy) and 4.5 MMtpy. In this process, precooling is done by propane, whereas liquefaction and subcooling duty is provided by an MR. Process capacity is limited due to refrigerant compressor driver power. For increased capacity, liquefaction duty is provided by the MR process, and a nitrogen-expander loop is added to provide subcooling duty. This setup reduces the load on the MR compressor driver.
Another propane MR process is used, with capacities up to 3 MMtpy. For increased capacity, MR in series with a varied composition is used to provide precooling, liquefaction and subcooling duty.
One of the key elements of the technology is the heat exchanger equipment for liquefaction—i.e., the coil-wound heat exchanger (CWHE), the cold box, etc. Only a few vendors offer CWHEs, while many offer cold box technology.
Ambient conditions. For the liquefaction section, ambient conditions (air temperature, humidity, ambient pressure, wind direction, etc.) influence the driver’s powering of rotating equipment (i.e., gas turbine) and air cooler performance. The choice of liquefaction technology and the selection of the drivers depend on the environmental parameters related to the geographical position of the plant.
As the air temperature increases, the efficiency of the turbine decreases, with a consequent reduction in plant production due to the decrease in available turbine power. In particular, aeroderivative turbines are much more sensitive to air temperature than are industrial turbines. The reduction in power is approximately 0.7% per °C increase in temperature for gas turbines, and for aeroderivative turbines, the available power decreases by approximately 1.1% per °C increase in temperature.
Although low temperatures are favorable for plant production, very low temperatures have been found to negatively influence precooling cycles. In many processes, precooling is provided by propane. In this case, the precooling temperature is limited (–30°C to –35°C) by pure propane (i.e., an adjustment in composition is not possible), and propane must be above atmospheric pressure throughout the loop.
As feed and other refrigerants are cooled by ambient air more frequently, the loads on the propane compressor decrease. After a point, the compressor goes into partial recycle mode to maintain its operation. This increases specific energy used by the propane compressor. Therefore, in cold climates, dual-mixed-refrigerant (DMR) technology is preferred since it permits changes in the composition of the refrigerant when the air temperature changes.
Atmospheric pressure has little impact on technology selection and plant production. However, gas turbine power increases as atmospheric pressure increases.
The effect of air humidity on turbine power is not very marked, and, therefore, the corresponding change in production at the plant is not very noticeable. However, at higher capacities, the turbine effect is noticeable. The air humidity effect is the result of the control system’s approximation of the firing temperature used on gas turbines. Single-shaft turbines that use turbine exhaust temperature determined by the compressor pressure ratio to the approximate firing temperature will reduce power as a result of increased ambient humidity. The control system is set to follow the inlet air temperature function.
In contrast, the control system on aeroderivatives uses unbiased gas generator discharge temperature to approximate firing temperature. Since the gas generator is a double- or triple-shaft turbine, it can operate at different speeds from the power turbine, and the power will increase as fuel is added to raise the humid air to the allowable temperature. This fuel increase will raise the gas generator speed and compensate for the loss in air density.1
Humidity facilitates heat exchange in air-based heat exchangers, since it improves the film coefficient. The effect of the strength and direction of the wind should also be considered, and hot air circulation effect should be taken into account when designing equipment, especially air coolers.
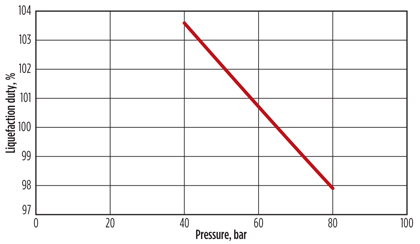
Operating pressure. The energy efficiency of liquefaction depends on the liquefaction operating pressure. High feed gas pressures require less power for liquefaction. The effect of liquefaction inlet pressure on liquefaction duty to cool it from an initial temperature of 40°C to –155°C is shown in Fig. 1.
 |
|
Fig. 1. Variation in liquefaction duty with pressure. |
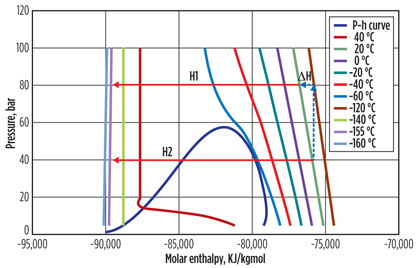
A typical LNG composition of 93% methane, 5% ethane, 1% propane and 1% N2 is assumed. A reference pressure of 65 bar is used for the reference duty value. The considered pressure range is 40 bar–80 bar. Fig. 2 shows a pressure enthalpy diagram of LNG with the same composition. As shown, ΔH is the difference in enthalpy due to the pressure variation from 40 bar to 80 bar.
 |
|
Fig. 2. Pressure enthalpy diagram. |
High operating pressures add complexities and costs to LNG plants, counteracting the advantages of reduced liquefaction duty. High operating pressures may increase the costs of acid gas removal, mercury removal and dehydration, and make the removal of heavy hydrocarbons more complex. The optimum operating pressure is determined by balancing these various functions.
Choice of cooling media. The two most commonly used refrigerants are water and air. The major factor that influences the choice of cooling media is seasonal temperature variation in water and air. The seasonal variation in water temperature is lower and more gradual compared to the variation in air temperature.
Availability of water. Once the availability of water near the plant is ensured, the choice must be made between direct seawater cooling and indirect seawater cooling. The use of direct seawater for cooling is the most cost-effective, safe, and process-stable. Unlike air coolers, which must operate over wide fluctuations in temperature, seawater coolers have a predictable, narrow and more stable temperature range.
The use of direct seawater requires superior materials that are difficult to source on the market (such as titanium), which makes this type of cooling a long lead item. Direct seawater, as compared to indirect seawater, offers the highest efficiency and compactness through a wider temperature approach and fewer required heat exchangers and pumps.
Today’s environmental and regulatory challenges are considerably greater than those that existed during the design of the first- and second-generation LNG plants in the 1960s and 1970s. For environmental reasons, the highest permitted temperature increase for seawater is usually 5°C.
When a water-based heat exchanger is stopped, the temperature increase of the process fluid is greater than that seen when an air-based heat exchanger is interrupted. In the latter case, part of the heat exchange is provided by natural convection.
Choice of heat transfer media. Steam and hot oil are the two media usually used for heat transfer in an LNG plant. Steam is used if it is available; i.e., if the plant has a unit to generate it. The advantage of using steam is that it can be produced at any temperature and, therefore, heat exchange can take place at a level suitable to each user. However, due to the high pressures involved, the use of steam is considered a hazardous operation.
The use of hot oil, on the contrary, is preferable since no particular maintenance operations are required and it is not dangerous. However, the cost of the oil has an impact on the capital expenditure of the plant.
Compressor driver. Most of the power in the LNG plant is consumed by the refrigeration compressor. Lower driver efficiency translates into higher fuel gas demand, which leads to higher plant auto-consumption. Auto-consumption, a measure of the thermal efficiency of a plant, is the ratio of the total heating values of fuel gas to feed gas.
The driver of an LNG plant can be a steam turbine, a gas turbine, an aeroderivative turbine or an electrical motor. Steam turbines are no longer used, as they require a dedicated steam/water network and have issues related to the water/steam system.
Gas turbines are widely used due to their proven experience in the LNG sector. One of the key features of gas turbines is that they are available in small to very large capacities. Large-capacity turbines are required for large LNG trains with capacities of 4 MMtpy–5 MMtpy. Gas turbine thermal efficiency is less than that of aeroderivative-type turbines. Furthermore, high-power single-shaft gas turbines cannot be started from a refrigerant compressor settle-out condition. Therefore, the entire inventory from the compressor system must be routed to an appropriate system—i.e., flaring. Large, single-shaft gas turbines also require large starter motors.
Aeroderivative turbines are not available with very high power output; however, for larger trains, they are used in parallel arrangements. They have higher thermal efficiency and, therefore, lower fuel gas consumption. Aeroderivative turbines can be started from a compressor settle-out condition as they have multiple shafts, and they do require a large motor to start.
Electric motors can also be used as a driver. These motors can negate ambient effects (e.g., air temperature variation) as power is generated at other places. The efficiency of an electric motor depends on the power-generation method since, after power generation, some efficiency is lost in transmission. For refrigerant compressor drivers in LNG plants, there is limited experience with electric motors.
Takeaway. Careful consideration of design elements, and the array of choices they encompass, is necessary for the successful design of an onshore LNG plant. The technology selection for the liquefaction section is of particular importance, as liquefaction is the most critical part of the processing chain. Special attention must be given to ambient conditions at the plant location, as these will affect the liquefaction technology options available to plant designers. GP
Literature cited
1Brooks, F. J., “GE Gas Turbine Performance Characteristics,” GE Power Systems, Schenectady, New York.
 |
Hitesh Pandya is a senior principal engineer at Saipem India Projects Ltd. He has more than 10 years of experience in engineering design and operation for the oil and gas industries. Mr. Pandya has worked with a variety of international engineering and operating companies on LNG, petrochemical and oil and gas projects. He holds a BTech degree in chemical engineering from Banaras Hindu University.


Comments