
Gas reformer improves methane number for offshore power generation
R. KAILA and P. JANSSON, Wärtsilä, Helsinki, Finland
On upstream oil production platforms, associated field gas varies in its composition and often contains large amounts of heavy hydrocarbons. As such, this gas cannot be utilized for reliable power generation and must be either flared or burned inefficiently in boilers or gas turbines at a high operational cost. Such routine practices are no longer sustainable with increasing restrictions on flaring and the desire by operators to reduce the use of bunkered marine diesel oil (MDO) for offshore power generation.
Offshore application.
 |
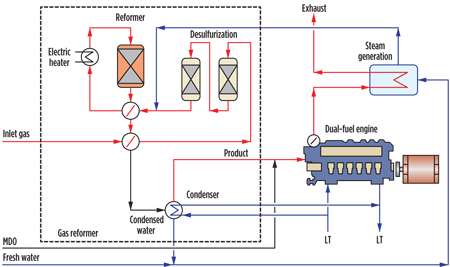
| Fig. 1. Wärtsilä's 8-MW GasReformer offshore package showing two desulfurization vessels (left) and the reformer vessel (right). |
Finland's Wärtsilä has developed an innovative gas reformer for the first time in an offshore installation package (Fig. 1). The reformer converts the heavy hydrocarbons into methane, thereby increasing the methane number (MN) of the resulting product gas. When fed to a dual-fuel (DF) gas engine-generator set, the methane-rich gas stream can be used for highly efficient electrical power generation. Associated benefits include a reduced environmental footprint through lower CO2 and NOx emissions, since the gas no longer has to be flared; less space required on the platform for MDO bunkering; and significantly lower operating costs for power generation. Moreover, it is possible to feed the DF engine with volatile organic compounds (VOCs) that are byproducts of crude oil production.
Engine requirements.
Combustion engines based on the Otto thermodynamic cycle need a stable fuel gas with an MN greater than 80 to operate at full performance. If associated gas with a lower MN number is used, there is instantaneous combustion of the yet-unburned mixture, resulting in engine knocking and possible damage to the rotating components. A gas reformer is, therefore, essential to upgrade the associated gas stream.
Process technology.
 |
|
Fig. 2. Inlet gas is desulfurized and mixed with hot steam before being reformed |
The patented Wärtsilä GasReformer makes use of a steam reforming (SR) catalytic conversion process similar to the one used in conventional petrochemical plants to produce hydrogen from various hydrocarbon feeds. Using a nickel-based catalyst (Ni/MgAl2O4) and steam injection at high temperature, the GasReformer converts the heavy hydrocarbons into synthesis gas (H2 + CO), and then into methane (CH4) (Fig. 2). The resulting methane-rich gas stream has an MN as high as 100±5.
Process development. Design work for the Wärtsilä GasReformer began in 2007, and has progressed through several validation tests. These included proof-of-concept testing from 2007–2010, whereby a 3-MW prototype was tested successfully with a six-cylinder Wärtsilä engine, and then with a 34SG engine in Wärtsilä's Vaasa test laboratory. Finally, a full-scale, 8-MW Wärtsilä GasReformer factory acceptance test was conducted in December 2012 relative to a pilot delivery project. The pilot meets Det Norske Veritas (DNV) standard requirements. An onboard commissioning of the system is scheduled to take place in late 2013.
Steam reforming. This continuous process is conventionally operated on a nickel-based catalyst at temperatures as high as 700°C–900°C, and with an excess of steam to achieve high amounts of H2. The steam or oxygen-to-carbon (O:C) molar ratio is usually 2.5–4.5, whereas the reaction stoichiometry requires only O:C = 1:
CH4 + H2O , 3 H2 + CO (1)
Hydrogen production from hydrocarbons is generally:
CnHm + n H2O , (n + m ÷ 2) H2 + n CO
(endothermic)(2)
In addition to these primary reactions, there are always equilibrium reactions present: A water/gas shift (WGS) (Eq. 3) and methanation (Eq. 4) that affect the final product composition:
H2O + CO , H2 + CO2 (3)
CO + 3 H2 , CH4 + H2O (exothermic) (4)
The intensity and equilibrium of these reactions are controlled with operational parameters, such as the temperature, pressure, O:C feed ratio, and catalyst. In the Wärtsilä GasReformer, all nonmethane hydrocarbons (NMHCs) are first converted into synthesis gas (Eq. 2), followed by methanation (Eq. 4). High methane loadings are obtained by operating the catalytic process under milder conditions (350°C–420°C), and with a lower O:C ratio (1 mol:1 mol) than usual. At these temperatures, the WGS reaction (Eq. 3) equilibrium is shifted to H2 + CO2.
 |
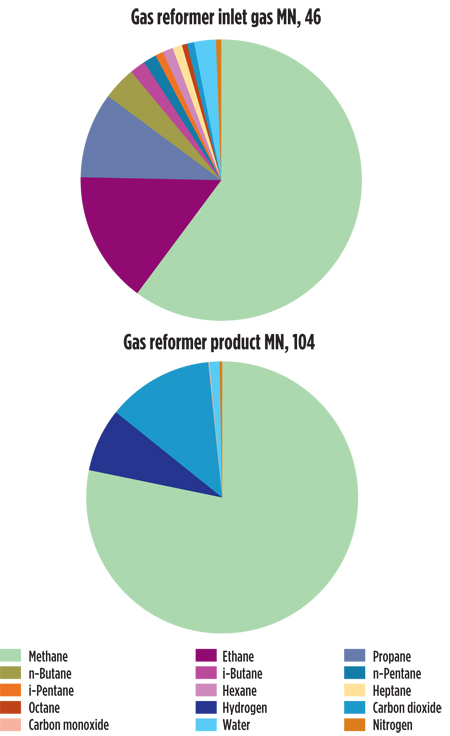 |
| Fig. 3. Inlet and product gas compositions for an example case. |
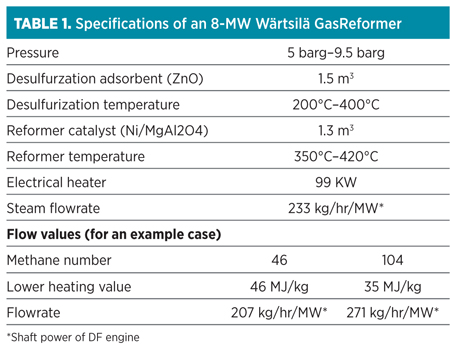
The technical specifications of the Wärtsilä GasReformer are presented in Table 1, and the GasReformer inlet gas and dry product gas compositions for an example case are presented in Fig. 3. The product gas contains a fairly high level of hydrogen (H2 < 11%), which tends to decrease the compressibility and MN of the fuel gas. However, CO2 is formed in the same ratio (Eq. 3), which compensates for this effect. The presence of CO2, or other inerts (N2), degrades the lower heating value (MJ/kg) of the fuel gas, which imposes certain limitations on the Wärtsilä GasReformer's operational window. Nevertheless, the Wärtsilä GasReformer is able to improve the MN of the feed gas by 25–65, up to 100±5.
Desulfurization. Nickel catalysts are highly sensitive to sulfuric compounds. Sulfur occupies the active nickel sites and causes an immediate decrease in activity. This sulfur poisoning prevents both the conversion of hydrocarbons to synthesis gas as well as the resultant reactions. Unreacted hydrocarbons will degrade the quality of the product and lead to carbon deposition in the reformer. The most common sulfur compound present in natural or associated gas is H2S. Desulfurization vessels upstream of the reformer ensure that all H2S is removed from the inlet gas by absorbing the H2S into ZnO:
ZnO + H2S = ZnS + H2O(5)
When the absorbent from the first vessel becomes saturated, the vessel needs to be replaced. The second desulfurization vessel acts as a guard bed to prevent sulfur slip into the reformer.
Carbon deposition. One of the major challenges encountered with the nickel catalyst placed in the reformer is its deactivation due to carbon deposition on the catalyst's surface. Carbon deposition is promoted in the presence of unsaturated hydrocarbons (alkenes or olefins) or aromatics. Carbon formation, however, is minimized with the right operational conditions and can be partly removed with excess steam. Catalyst deactivation decreases the hydrocarbon conversion rate and, therefore, the product quality. In the worst-case scenario, carbon deposition may block the catalyst bed.
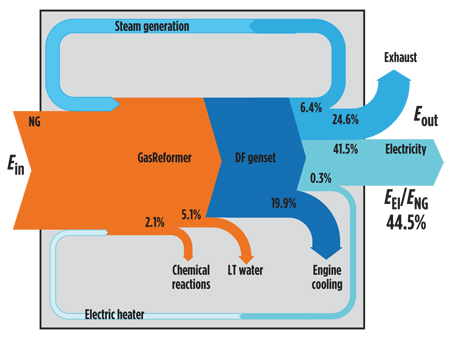
Process efficiency. The overall efficiency of the gas reformer process is about 44.5% (Fig. 4). With an 8-MW Wärtsilä GasReformer, combined with a DF engine utilizing associated gas, the operator can reduce the MDO requirement by about 20 metric tons per day.
 |
|
Fig. 4. The overall energy efficiency of the GasReformer process is 44.5%. |
Environmental compliance. After separation from crude oil, associated gas is composed of methane and variable amounts of heavier hydrocarbons. As such, it is an unreliable source of energy and must be flared. A World Bank-led global Gas Flaring Reduction Partnership estimates that, globally, around 150 Bcm of gas are flared or vented every year, causing some 400 metric tons of CO2 in annual emissions. This amount is equivalent to 30% of the EU's gas consumption and 1% of global CO2 emissions. In view of this environmental impact, most countries have tightened their regulations on flaring.
Additional sources of environmental emissions on a production platform are VOCs that are produced when crude oil is heated to improve its viscosity prior to pipeline transport. A VOC recovery system may be added to the gas reformer and DF engine package for making use of VOCs as an energy source.
Dual benefits.
The application of a gas reformer to improve the MN of the associated gas stream offers the dual benefits of reducing the environmental impact of offshore oil production by eliminating flaring, VOC venting, and NOx emissions; and reducing the cost of MDO and footprint for bunkering. GP
REETA KAILA is the GasReformer expert in the ship power division of Wärtsilä.
She holds a DSc (Tech) degree from Aalto University in Finland.
PEIK JANSSON is the manager of the GasReformer product line in the ship power division of Wärtsilä. He holds a masters degree from Aalto University in Finland.


Comments